- 品牌
- 鸿基
- 型号
- 齐全
正压和负压是无菌分装隔离器的两种重要工作模式,正压模式下,隔离器内部的气压高于外部环境,这种环境可以有效防止外界空气中的微生物和颗粒物进入隔离器内部,从而保证操作过程的无菌性。正压模式适用于需要对样品进行无菌处理的实验,如细菌培养、细胞培养等。通过调节正压的大小,可以根据实验需求来控制隔离器内部的气流速度和压力,以确保操作环境的洁净度。负压模式下,隔离器内部的气压低于外部环境,这种环境可以有效防止有害气体和微生物从隔离器内部泄漏到外界环境中,从而保护操作人员的安全。负压模式适用于处理有毒性物质或具有挥发性的化学品的实验,如药物研发、化学合成等。通过调节负压的大小,可以控制隔离器内部的气流方向和速度,以确保有害物质不会泄漏到操作环境中,保护操作人员的健康和安全。无菌分装隔离器的设计符合无菌操作标准,确保产品质量的可靠性。广州分装隔离器的生产厂家

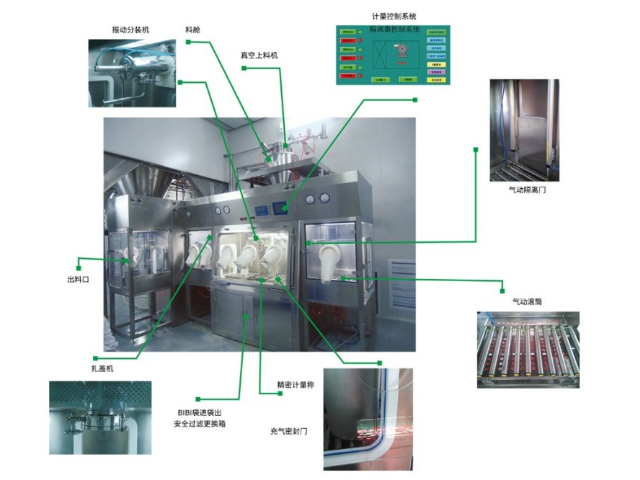
控制系统是无菌分装隔离器的“大脑”,负责整个系统的运行管理和监控。该系统通过集成先进的自动化控制技术和智能算法,实现了对无菌隔离器内各个部件的精确控制和管理。控制系统能够实时监控操作区域内的环境参数、设备状态等信息,并根据预设的程序和策略进行自动调节和优化,确保无菌操作的稳定性和可靠性。监测系统是无菌分装隔离器中的重要组成部分之一,负责对操作区域内的环境参数、微生物污染等进行实时监测和分析。该系统通过集成多种传感器和检测仪器,能够实时监测空气中的微粒数、微生物含量等关键指标,并提供及时、准确的监测数据。监测数据的获取和分析对于评估无菌操作的效果、发现潜在风险具有重要意义,为质量控制和风险管理提供了有力支持。模拟分装隔离器品牌供货公司无菌分装隔离器的设计考虑了操作的便捷性和安全性,确保工作人员在分装过程中免受污染风险。

无菌分装隔离器的舱体可移动性使得设备易于移动,在药品生产和制备过程中,有时需要将设备从一个地方移动到另一个地方,以适应不同的生产需求。传统的无菌分装隔离器通常是固定在一个位置,无法进行移动。而具有可移动舱体的无菌分装隔离器可以轻松地移动到需要的位置,提供更大的灵活性和便利性。这对于药品生产企业来说,可以更好地满足不同批次和不同规模的生产需求,提高生产效率。无菌分装隔离器的舱体可移动性可以节约成本。传统的无菌分装隔离器需要在无菌室内进行操作,这就需要建设和维护无菌室,增加了企业的投资和运营成本。而具有可移动舱体的无菌分装隔离器可以在普通的生产环境下进行操作,无需额外的无菌室建设和维护成本。此外,可移动舱体的无菌分装隔离器还可以适应不同规模的生产需求,避免了因生产规模变化而需要更换设备的情况,进一步节约了成本。
双门传递技术下的无菌分装隔离器,不仅保障了物料在分装过程中的无菌,也成功克服了传统无菌室在实际使用中洁净度难以持续保持的困境。在100级洁净度的标准下,任何微小的污染源都可能造成不可逆的影响。而双门传递技术的运用,配合高效过滤系统和严格的操作规程,使得无菌分装隔离器能够在整个生产过程中始终保持理想的洁净等级,从而满足高精尖行业对于无菌作业的严苛需求。此外,无菌分装隔离器还普遍配备有先进的正压控制系统,确保内部环境始终处于正压状态,阻止外界污染物侵入。无菌分装隔离器的配套VHP灭菌系统对隔离器内部进行高效的灭菌,确保每次使用前均达到无菌标准。

无菌分装隔离器的监控系统是一个集成了压力、温度、湿度、洁净度等多项参数实时监测的系统,该系统通过传感器和仪表等设备,实时采集隔离器内的环境参数,并通过数据分析软件进行处理,以实现对隔离器内环境的实时监控和预警。在线监测参数的重要性如下:1、压力监测:压力是无菌环境中一个关键的控制参数。通过实时监测隔离器内的压力,可以及时发现隔离器是否出现泄漏或空气流动异常,从而避免外界微生物的侵入。2、温度监测:温度是影响药品稳定性和微生物生长的重要因素。适当的温度控制可以确保药品在分装过程中的稳定性和安全性。在制药行业中,无菌分装隔离器的双门传递技术为产品提供了更高级别的无菌保障。广东分装隔离器厂家哪家好
通过精确控制环境参数,无菌分装隔离器能够降低微生物污染的风险,提高产品的纯度和稳定性。广州分装隔离器的生产厂家
检测型无菌分装隔离器主要用于药品的无菌检测和质量控制环节,它采用高度敏感的检测技术和严格的无菌操作环境,对药品进行无菌检测,确保药品符合无菌要求。检测型无菌分装隔离器具有检测准确、操作简便、污染风险低等优点,可有效提高药品检测的可靠性和安全性。在使用检测型无菌分装隔离器时,需要确保检测设备的准确性和可靠性,并对检测环境进行定期监测和验证。此外,还需要对检测过程中的关键参数进行记录和分析,如检测时间、检测结果、检测条件等,以确保检测结果的准确性和可靠性。广州分装隔离器的生产厂家

- 广州分装隔离器有什么作用 2024-06-23
- 银川分装隔离器报价 2024-06-23
- 分装隔离器哪个好 2024-06-23
- 武汉模拟量分装隔离器价格 2024-06-22
- 温州分装隔离器哪家值得买 2024-06-22
- 江苏模拟量分装隔离器 2024-06-22
- 黑龙江模拟量分装隔离器什么品牌好 2024-06-21
- 黑龙江生产分装隔离器 2024-06-21