 首页 > 新闻中心
首页 > 新闻中心
首页 > 新闻中心
QA-CAD支持与多种检测设备的硬件集成,包括CMM、光学投影仪、激光扫描仪、三坐标测量臂等。通过设备接口协议(如DMIS、IGES、STEP),软件可直接读取测量设备的原始数据,并自动与图纸标注进行比对分析。例如,当CMM完成零件测量后,QA-CAD可自动生成包含超差尺寸高亮显示的检测报告,无需人...

实际生产环境中,温度、湿度、振动等因素可能对检测结果产生干扰,因此快速检测技术需具备强环境适应性。硬件层面,传感器与机械结构采用防护等级较高的材料,可抵御粉尘、油污等污染物的侵蚀。温度补偿算法通过实时监测环境温度,自动修正传感器读数,消除热胀冷缩对尺寸测量的影响。振动隔离技术则通过减震台或主动降噪算...

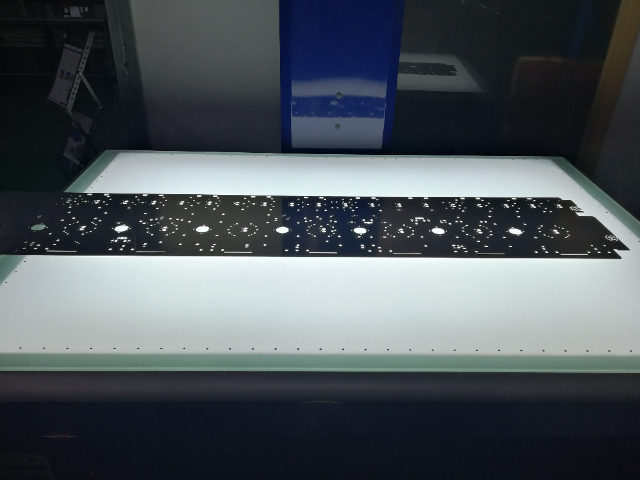
平板零件在制造业中占据着举足轻重的地位,其尺寸精度直接影响着产品的装配质量、性能表现以及整体可靠性。在传统生产模式下,平板零件尺寸检测往往依赖人工使用量具进行逐一测量,这一过程不只耗时费力,而且容易受到人为因素干扰,导致检测结果存在一定误差。随着工业自动化与智能化浪潮的推进,平板零件尺寸快速检测技术...

误差控制是快速检测技术的关键挑战,需从硬件、算法、操作等多维度综合施策。硬件误差主要来源于传感器制造精度与安装偏差,通过选用高精度器件并采用精密校准工具可有效降低。算法误差则与特征提取、模型训练等环节相关,需通过大量样本训练优化模型参数,并引入不确定性量化方法评估误差范围。操作误差通常由人为因素引起...
激光测量技术是平板零件尺寸快速检测中常用的一种方法。激光具有方向性好、单色性好、相干性强等特点,利用激光束对平板零件进行扫描,可以快速获取零件表面的三维坐标信息。通过专门的算法对这些坐标信息进行处理和分析,能够精确计算出平板零件的各项尺寸参数,如长度、宽度、厚度、平面度等。激光测量技术具有测量速度快...

除了尺寸测量外,形位公差检测也是钣金检测的重要内容。形位公差是指零件的形状和位置相对于理想几何形状和位置的允许变动量。在钣金件中,常见的形位公差包括直线度、平面度、圆度、圆柱度、垂直度、平行度等。形位公差检测能够确保钣金件的形状和位置精度符合设计要求,从而保证其与其他零部件的装配质量和产品的整体性能...
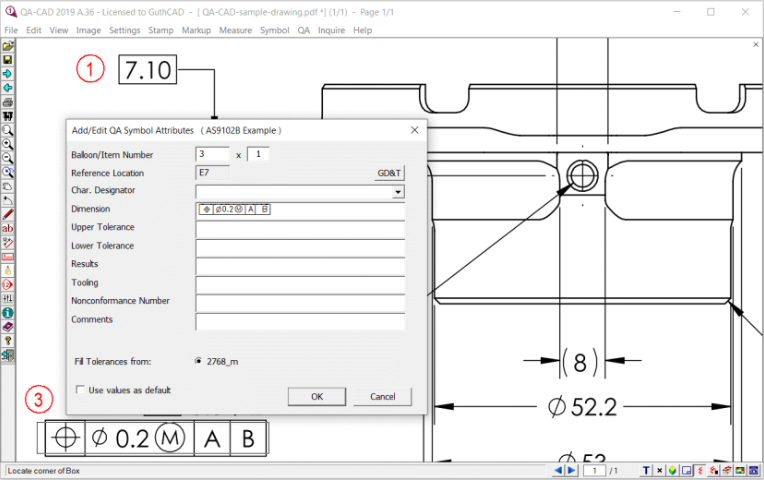
QA-CAD首件检测报告软件是一款专为制造业质量控制领域设计的智能化工具,其关键价值在于通过自动化流程重构传统检测报告的生成方式,将原本依赖人工操作的繁琐环节转化为系统化、标准化的数字处理流程。该软件以图纸标注为切入点,深度整合尺寸提取、公差分析、报告生成等功能模块,形成覆盖首件检测全流程的闭环解决...
自动化是快速检测技术的重要优势,其流程涵盖零件上料、定位、检测、分拣等多个环节。通过集成机器人或传送带系统,零件可自动传输至检测工位,无需人工干预。视觉引导技术利用摄像头实时追踪零件位置,指导机械臂准确抓取并放置到检测平台。检测过程中,多传感器同步启动,数据实时传输至中央处理单元,算法在短时间内完成...
快速检测系统需兼顾自动化与人工干预需求,人机交互界面(HMI)的设计直接影响操作效率。直观的三维可视化模块允许用户旋转、缩放零件模型,快速定位超差区域,而色标映射功能则通过颜色梯度直观展示尺寸偏差分布。交互式测量工具支持用户自定义检测特征,如通过鼠标点击选取圆孔中心,系统自动计算直径与位置度,并生成...

折弯是钣金加工中常见的工序,它能使钣金件形成所需的形状和角度。在折弯工序中,钣金检测的重点在于折弯角度和折弯半径的准确性。折弯角度不符合设计要求会导致钣金件无法与其他部件正确配合,影响产品的功能。而折弯半径过小可能会使钣金件在折弯处产生裂纹,降低其强度和耐用性。此外,还需检查折弯后的钣金件表面是否存...
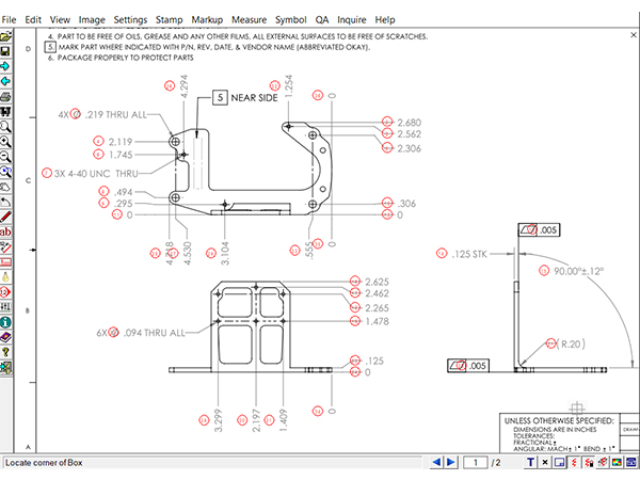
在图纸处理维度,QA-CAD展现出强大的格式兼容性与解析能力。软件支持DWG、DXF、PDF、TIFF等主流工程图纸格式,甚至能处理扫描件或低分辨率图像中的尺寸信息。其关键的OCR识别技术不只可提取水平尺寸,还能准确识别垂直标注、角度尺寸及径向尺寸,通过深度学习模型持续优化对复杂标注的识别准确率。例...
自动化是快速检测技术的重要优势,其流程涵盖零件上料、定位、检测、分拣等多个环节。通过集成机器人或传送带系统,零件可自动传输至检测工位,无需人工干预。视觉引导技术利用摄像头实时追踪零件位置,指导机械臂准确抓取并放置到检测平台。检测过程中,多传感器同步启动,数据实时传输至中央处理单元,算法在短时间内完成...