在医疗耗材生产中,瑕疵检测系统的应用严格保障医疗耗材的洁净度与完整性,助力医疗安全。医疗耗材如注射器、输液管、口罩、手术器械等,对洁净度、完整性要求极高,其表面的污渍、破损、变形、异物混入等瑕疵,会引发医疗风险,威胁患者生命安全。传统人工检测易带来污染,且难以识别微小破损、异物等缺陷,无法满足医疗耗...
瑕疵检测系统基本参数
- 品牌
- 熙岳智能
- 型号
- 瑕疵检测系统
- 适用范围
- 零件瑕疵显微检测系统
- 产地
- 中国南京
- 厂家
- 南京熙岳智能科技有限公司
瑕疵检测系统企业商机
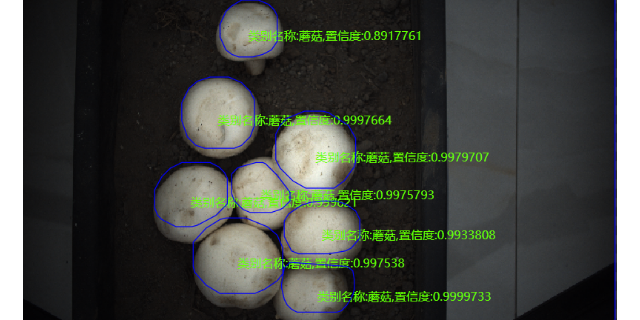
多光谱成像技术提升瑕疵检测能力,可识别肉眼难见的材质缺陷。多光谱成像技术突破了肉眼与传统可见光成像的局限,通过采集产品在不同波长光谱(如紫外、红外、近红外)下的图像,捕捉材质内部的隐性缺陷 —— 这类缺陷在可见光下无明显特征,但在特定光谱下会呈现独特的光学响应。例如在农产品检测中,近红外光谱成像可识别苹果表皮下的霉变、果肉内部的糖心;在纺织品检测中,紫外光谱成像可检测面料中的荧光增白剂超标问题;在金属材料检测中,红外光谱成像可识别材料内部的应力裂纹。多光谱成像结合光谱分析算法,能从材质成分、结构层面挖掘缺陷信息,让肉眼难见的隐性缺陷 “显形”,大幅拓展瑕疵检测的覆盖范围与深度。人工智能让瑕疵检测更智能,可自主学习新缺陷类型,减少人工干预。天津篦冷机工况瑕疵检测系统用途

瑕疵检测用技术捕捉产品缺陷,从微小划痕到结构瑕疵,守护品质底线。无论是消费品还是工业产品,缺陷类型多样,小到电子屏幕的微米级划痕,大到机械零件的结构性裂纹,都可能影响产品性能与安全。瑕疵检测技术通过 “全维度覆盖” 守护品质:表面缺陷方面,用高分辨率成像识别划痕、斑点、色差;内部缺陷方面,用 X 光、超声波检测材料内部空洞、裂纹;尺寸缺陷方面,用激光测距仪验证关键尺寸是否达标。例如在医疗器械检测中,系统可同时检测 “外壳划痕”(表面)、“内部线路虚焊”(结构)、“接口尺寸偏差”(尺寸),排查潜在问题。通过技术手段将各类缺陷 “一网打尽”,可确保产品出厂前符合品质标准,避免因缺陷导致的安全事故与品牌信誉损失。南京木材瑕疵检测系统功能实时瑕疵检测助力产线及时止损,发现问题即刻停机,减少浪费。

传统人工瑕疵检测效率低,易疲劳漏检,正逐步被自动化替代。传统人工检测依赖操作工用肉眼逐一排查产品,每人每小时能检测数十至数百件产品,效率远低于自动化生产线的节拍需求;且长时间检测易导致视觉疲劳,漏检率随工作时长增加而上升,尤其对微米级缺陷的识别能力极弱。例如在手机屏幕检测中,人工检测单块屏幕需 30 秒,漏检率约 8%,而自动化检测系统每秒可检测 2 块屏幕,漏检率降至 0.1% 以下。此外,人工检测结果受主观判断影响大,不同操作工的判定标准存在差异,导致产品质量不稳定。随着工业自动化的推进,人工检测正逐步被机器视觉、AI 驱动的自动化检测系统替代,成为行业发展的必然趋势。
机器视觉成瑕疵检测主力,高速成像加算法分析,精确识别细微异常。随着工业生产节奏加快,人工检测因效率低、主观性强逐渐被淘汰,机器视觉凭借 “快、准、稳” 成为主流。机器视觉系统由高速工业相机、光源、图像处理器组成:相机每秒可拍摄数十至数百张图像,适配流水线的高速运转;光源采用环形光、同轴光等特殊设计,消除产品表面反光,清晰呈现细微缺陷;图像处理器搭载专业算法,能在毫秒级时间内完成图像降噪、特征提取、缺陷比对。例如在瓶装饮料检测中,系统可快速识别瓶盖是否拧紧、标签是否歪斜、瓶内是否有异物,每小时检测量超 2 万瓶,且能识别 0.1mm 的瓶身划痕,既满足高速生产需求,又保障检测精度。离线瑕疵检测用于抽检和复检,补充在线检测,把控质量。

布料瑕疵检测通过卷绕过程扫描,实时标记缺陷位置,便于后续裁剪。布料生产以卷为单位(每卷长度可达 1000 米),传统检测需展开布料逐一排查,效率低且易产生二次褶皱。卷绕式检测系统与布料卷绕机同步运行,布料在卷绕过程中,线阵相机实时扫描表面,算法识别织疵、色差等缺陷后,立即在系统中标记缺陷位置(如 “距离卷头 120 米,宽度方向 30cm 处,存在 2mm×5mm 断经缺陷”)。同时,系统可在布料边缘打印色点标记,后续裁剪时,工人根据色点快速找到缺陷区域,避开缺陷裁剪合格面料。例如某服装厂采用该系统后,每卷布料检测时间从 8 小时缩短至 1 小时,缺陷定位精度≤5cm,布料利用率从 85% 提升至 92%,大幅减少因缺陷导致的面料浪费。机器视觉瑕疵检测通过高清成像与智能算法,精确捕捉产品表面划痕、凹陷等缺陷,为质量把控筑牢防线。苏州铅酸电池瑕疵检测系统产品介绍
橡胶制品瑕疵检测关注气泡、缺胶,保障产品密封性和结构强度。天津篦冷机工况瑕疵检测系统用途
纺织品瑕疵检测关注织疵、色差,灯光与摄像头配合还原面料细节。纺织品面料纹理复杂,织疵(如断经、跳花、毛粒)与色差易被纹理掩盖,检测难度较大。为此,检测系统采用 “多光源 + 多角度摄像头” 组合方案:针对轻薄面料,用透射光凸显纱线密度不均;针对厚重面料,用侧光照射增强织疵的立体感;针对印花面料,用高显色指数光源还原真实色彩,避免光照导致的色差误判。摄像头则采用线阵相机,配合面料传送速度同步扫描,生成高清全景图像。算法方面,通过建立 “正常纹理模型”,自动比对图像中偏离模型的区域,定位织疵位置;同时接入标准色卡数据库,用 Lab 色彩空间量化面料颜色,差值超过 ΔE=1.5 即判定为色差,确保纺织品外观品质符合订单要求。天津篦冷机工况瑕疵检测系统用途
与瑕疵检测系统相关的文章
南京传送带跑偏瑕疵检测系统用途
- 四川电池瑕疵检测系统性能 2026-06-16
- 连云港篦冷机工况瑕疵检测系统趋势 2026-06-16
- 安徽传送带跑偏瑕疵检测系统性能 2026-06-15
- 山东智能瑕疵检测系统私人定做 2026-06-15
- 嘉兴线扫激光瑕疵检测系统案例 2026-06-15
- 南通冲网瑕疵检测系统 2026-06-15
- 江苏压装机瑕疵检测系统优势 2026-06-15
- 浙江传送带跑偏瑕疵检测系统售价 2026-06-15
- 山东木材瑕疵检测系统性能 2026-06-14
- 扬州智能瑕疵检测系统 2026-06-14
- 四川木材瑕疵检测系统功能 2026-06-14
- 浙江密封盖瑕疵检测系统定制价格 2026-06-14
与瑕疵检测系统相关的产品


与瑕疵检测系统相关的新闻
-
连云港瑕疵检测系统技术参数 2026-06-13 03:01:27在玩具生产中,瑕疵检测系统的应用保障了玩具的安全性与外观品质,适用于塑料玩具、毛绒玩具、电子玩具等各类玩具产品。玩具的表面划痕、破损、毛刺、色差、零件漏装、尖锐边角等瑕疵,会影响玩具的外观与安全性,尤其是针对儿童的玩具,尖锐边角、零件松动等瑕疵会带来安全隐患。传统人工检测效率低下,易漏检尖锐边角、微...
-
无锡电池片阵列排布瑕疵检测系统品牌 2026-06-13 00:11:40瑕疵检测系统为企业提供了全流程、可追溯的质量管控体系,是实现数字化工厂转型的关键数据入口。系统在完成检测的同时,会自动记录每一件产品的检测结果、瑕疵类型、位置坐标、时间戳等海量数据,并上传至云端数据库。这些数据形成了完整的质量追溯链条,一旦出现客户投诉或批次质量问题,技术人员可快速回溯至生产环节,精...
-
四川密封盖瑕疵检测系统价格 2026-06-13 05:01:40瑕疵检测系统在食品包装行业的应用,聚焦于包装合规性与安全性检测,有效避免不合格包装流入市场,保障食品安全与品牌信誉。食品包装的破损、漏气、封口不严、标签歪斜、印刷模糊、生产日期缺失等瑕疵,不*会导致食品污染、变质,还会违反行业合规要求,引发消费者投诉与品牌损失。传统人工检测效率低下,易因疲劳出现漏检...
-
南通铅酸电池瑕疵检测系统优势 2026-06-12 10:01:14瑕疵检测系统在玻璃制品生产中的应用,有效解决了玻璃制品瑕疵影响外观与安全性的问题,适用于平板玻璃、玻璃瓶、玻璃器皿等各类玻璃产品。玻璃制品的划痕、崩边、结石、气泡、裂纹等瑕疵,不*影响产品外观品相,还会降低玻璃的强度,存在安全隐患,传统人工检测难以识别微小气泡、内部结石等缺陷,且易因操作不当导致玻璃...
与瑕疵检测系统相关的问题
与瑕疵检测系统相关的标签