EWS刀座作为精密加工领域的得力助手,随着制造业的不断发展和升级,对机床配件的要求也越来越高。EWS品牌将继续秉承“质量优先、客户至上”的原则,不断创新和进取,为客户提供更加高质、高效的机床配件解决方案。同时,EWS也将加强与全球客户的合作与交流,共同推动制造业的繁荣发展。总之,EWS刀座作为精密加...
刀座基本参数
- 品牌
- 埃维斯刀座技术(太仓)有限公司
- 型号
- 齐全
- 适用机床
- 齐全
- 材质
- 齐全
刀座企业商机
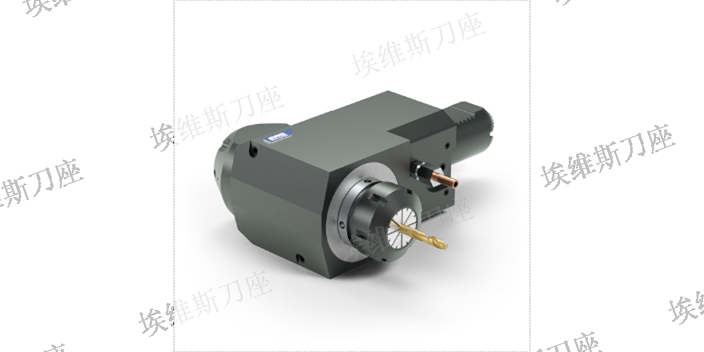
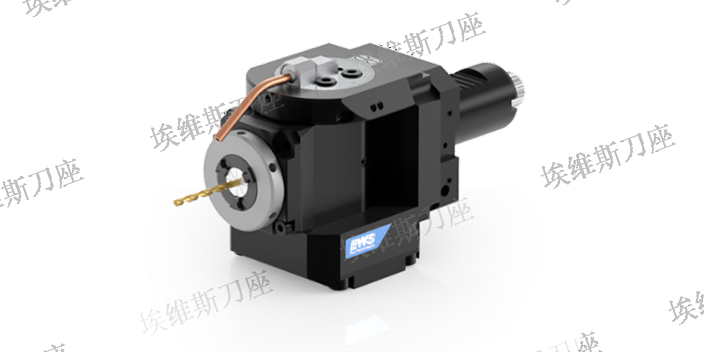
内径刀座是一种比较精密的使用仪器,只有学会对内径刀座的正常维修与使用方法,才有可能保证内径刀座的使用寿命。动力头的组成及使用要求动力头也称动力刀座,指的是安装在动力刀塔上、可由伺服电机驱动的刀座。这种刀头一般应用在车铣复合机上,也有少数可应用在带动力刀塔的加工中心上。动力刀座的组成部分。动力头是由主运动、进给运动和控制装置组成。动力刀座主要分为气动钻孔电动刀座、交流伺服电机钻孔电动刀座和交流伺服电机攻丝动刀座。动力刀座直接作用在被加工零件,刀具的加工精度将直接影响到工件的质量。切削刀座指的就是具有切削性能的刀座。要想使动力刀座进行正确的使用,还有一定注意的事项就是要注意冷却液的合理使用。插槽刀座报价
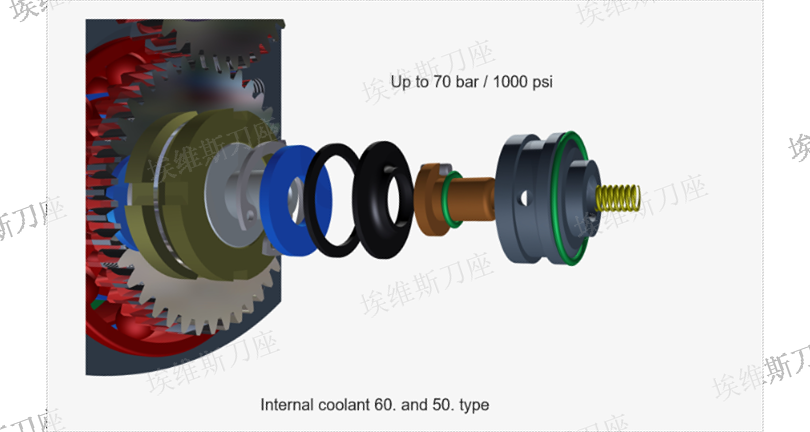
动刀座主要分为气动钻孔电动刀座、交流伺服电机钻孔电动刀座和交流伺服电机攻丝动刀座。气体动力钻孔刀座:在无孔铸铁件上钻出一个孔适合生产制作小圆孔,反传动比高,高精度,进暖心小,非常轻,安装简单,使用方便,节省成本,适合私人飞机或切削镜面玻璃的生产加工使用。胎压标准式走刀并非十分稳定,因此进刀时规定在进刀时对稳速器进行改装。且无法生产抗压强度对比硬的原材料。胎压标准式为驱动力驱动的生产制造,电机的旋转配合传动比为旋转钻削的驱动力。本机适用于生产交流伺服马达钻孔动力刀座:钻孔小圆孔均适合进心大、高精度、准进刀时间、简单控制、使用方便、不易安装、成本增加。浙江EWS外圆刀座生产商使用动力刀座之前,一定要确认内外部喷水处无阻塞,运转前需要先供水避免过热。
动力刀座加工技术是获得纳米级表面粗糙度及形状精度的加工技术,其是用超精密数控车床和天然单晶体金刚石作刀具,在计算机控制下进行加工,已普遍应用于光学元件、航空航天、激光技术等领域。用金刚石刀具对工件进行超精密车削的目的就是为了获得不单具有较高的尺寸精度,还具有良好的表面完整性(如较低的表面粗糙度、较小的表面变质层)的高质量零件。车床刀座在切削难加工材料时,切削刃受热影响较大,常常会降低刀具寿命,切削方式如为铣削,则刀具寿命会相对长一些。但难加工材料不能自始至终全部采用铣削加工,中间总会有需要进行车削或钻削加工的时候,因此,应针对不同切削方式,采取相应的技术措施,提高加工效率。
动力刀座是成为目前领域中可以关注到的,既然是需要对这一刀座来完成选型的话,自然是需要进行一定的考虑和了解,包括相应的机床信息,还有就是刀座方面的基本类型等,都是值得关注到的,通过这样的关注后,才能找到合适的刀座,尤其是可以通过这一刀座完成选型。现如今的大量的车铣复合机要求顾客针对多径向、高速旋转的商品需要量明显的提升,因此这类时代特征下什么高效率的动力刀座更能具有非常好的功效,这都是制造行业发展趋势的要求。另外时下的融合社会发展倡导的是绿色环保性,因此动力刀座商品务必更佳的反映出翠绿色节能减排、专业技能环境保护的特点。因此商品再设计方案全过程中应当众多的考虑到高效率环保节能的特性。动力刀座是用来加工金属孔径的装置。

刀座主要特性是耐磨性增强,这样可以明显提高使用寿命,从而大幅降低因更换导致的停工时间。此外,它的接触面为棱镜形状,其支承面比大,上下之间的密封件可以轻松拆卸。更换步骤:首先清理紧固螺栓入口处的沥青残留,然后用螺丝刀将密封盖撬下来。仔细清洁紧固螺丝,用内六角扳手拧松螺栓并完全拆下。一旦紧固螺栓被拆下,即可从下刀座中拔出刀座。螺纹和螺栓头可能会在切削过程中承载高负荷而发生变形,因此为防止损坏下刀座内的螺纹,不应重复使用紧固螺栓。更换过程中必须仔细清洁下刀座的螺纹内径和上刀座安装孔,并检查是否损坏。彻底清洁后,应确保下刀座内没有残留的铣刨料,且上下刀座接触面之间可以无缝隙紧密贴合,如果下刀座的接触面不平整或有损坏,则可能导致刀座柄断裂。如果接触面状况完好,则将刀座密封圈套在新刀座柄上。然后在上刀座刀柄上涂抹耐高温润滑脂(高达100℃),涂完后将刀柄置于下刀座内。润滑脂具有密封和防止刀座腐蚀的功能,也有助于刀座的顺利拆装。动力刀座可以方便的将单轴攻丝头换成多轴攻丝头。浙江EWS外圆刀座生产商
双头刀座具有良好的适用性,可用于各种数控机床、加工中心等先进设备。插槽刀座报价
动力刀座涂层具有哪些特点:1.随着涂层技术的飞速发展,薄膜的化学稳定性及高温性更加突出,从而使高速切削加工成为可能;2.润滑薄膜具有良好的固相润滑性能,可有效地改善加工质量,车床刀座购买,也适合于干式切削加工;3.采用涂层技术可在不降低刀具强度的条件下,大幅度地提高刀具表面硬度,目前所能达到的硬度已接近100GPa;4.涂层技术作为刀具制造的z终工序,对刀具精度几乎没有影响,并可进行重复涂层工艺。刀座的3种故障产生的原因:(1)刀塔夹紧后松不开,原因可能是松锁的弹簧压合过紧,卡爪缩不回;应调松螺母,使载荷不超过额定数值。(2)车床自动上下料装备的刀座夹不紧掉刀,原因可能是卡紧爪弹簧压力过小;或弹簧后面的螺母松动;或刀具超重;或机械手卡紧锁不起作用等。(3)刀座交换时掉刀,换刀时主轴箱没有回到换刀点或换刀点漂移,车床自动上下料装备抓刀时没有到位,就开始拔刀,都会导致换刀时掉刀。这时应重新移动主轴箱,使其回到换刀点位置,重新设定换刀点。插槽刀座报价
与刀座相关的文章
浙江双头刀座费用
- 上海偏心刀座厂家 2024-08-15
- 上海动力刀座种类有哪些 2024-08-07
- 江苏EWS固定刀座供应 2024-08-07
- 上海0度刀座厂商 2024-08-07
- 外圆刀座 2024-08-07
- EWS固定刀座要多少钱 2024-07-31
- 上海数控车床刀座厂家价格 2024-07-31
- 上海Capto刀座哪里有 2024-07-31
- 安徽快换刀座公司咨询 2024-07-31
- 江苏车床刀座厂家价格 2024-07-31
- 江苏车铣复合刀座哪个好 2024-07-28
- 上海EWS内孔刀座厂家价格 2024-07-28
与刀座相关的产品
与刀座相关的新闻
-
动力刀座哪家好 2024-07-27 03:05:48对于VDI接口的动力刀座,现代化的生产方式,对于需要提高生产效率,降低固定投资的客户而言,具有很大的吸引力。目前越来越多的机床用户开始引进这种信息化、集约化、自动化的生产组织模式。特殊的动力刀座:假Y轴动力刀座对于没有Y轴的车削中心,有时会遇到偏离主轴中心的钻孔,铣槽,铣平面等工艺,我们...
-
江苏90度动力刀座厂家 2024-07-27 03:05:48刀座还可以延长刀具的使用寿命。刀座的刀槽或插槽通常是柔软的材料,如橡胶或塑料,能够有效地保护刀具的刀刃。当我们将刀具插入刀座时,刀刃会与柔软的材料接触,减少了刀刃的磨损和损坏。这样一来,我们的刀具可以更长时间地保持锋利和使用效果,延长了刀具的使用寿命。总之,刀座是一种创新的厨房工具,它为我们提供了安...
-
安徽EWS动力刀座供应商 2024-07-27 06:05:33动力刀座(PowerChuck)是一种用于夹持工件或刀具的机械装置,通常用于机床和自动化设备中。它的主要作用是通过机械力将工件或刀具牢固固定在机床上,以确保加工过程中的稳定性和精确度。主要特点和功能:夹持力强大:动力刀座能够提供强度度的夹持力,确保工件在加工过程中不会移动或变形,从而保证...
-
上海EWS外圆刀座售价 2024-07-26 06:05:46随着人们对生活质量的追求和个性化需求的增加,手工艺和DIY市场也在不断扩大。刀座作为手工艺和DIY工具的重要组成部分,将受益于这一趋势。人们对于刀座的质量和功能要求越来越高,这将为刀座制造商提供更多的发展机会。然而,刀座市场也面临一些挑战。首先,市场竞争激烈,刀座制造商需要不断提升产品质量和技术水平...
与刀座相关的问题
新闻资讯
产品推荐
-
浙江Capto动力头报价
2024-09-08 -
深圳径向动力头厂家电话
2024-09-08 -

上海0度动力动力头价格
2024-09-08 -

北京0度动力头厂
2024-09-08 -
安徽动力头订做
2024-09-08 -
北京内孔动力头哪家质量好
2024-09-08 -
深圳外圆动力头多少钱
2024-09-08 -
浙江插槽动力头费用
2024-09-08 -
深圳双头动力头定制
2024-09-08