现如今的大量的车铣复合机要求顾客针对多径向、高速旋转的商品需要量明显的提升,因此这类时代特征下什么高效率的动力头更能具有非常好的功效,这都是制造行业发展趋势的要求。另外时下的融合社会发展倡导的是绿色环保性,因此动力头商品务必更佳的反映出翠绿色节能减排、专业技能环境保护的特点。因此商品再设计方案全过程...
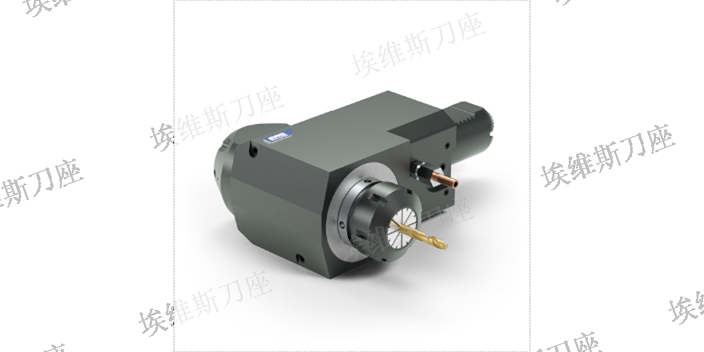
动力头基本参数
- 品牌
- EWS
- 型号
- 齐全
- 适用机床
- 齐全
- 材质
- 齐全
动力头企业商机
芯轴,是动力头关键的部分,因为需要不停的旋转和往复运动,而且还要受力工作,所以必须要用上好材料,必须进行强化硬处理,不然相当容易磨损,导致加工效果退化,动力头抖动增大,而无法加工。轴承,这个部分是直接套在芯轴外面,当芯轴往复运动的时候,同时也要旋转,轴承承受的工作压力也很大。因此,轴承的质量越好,动力头的主轴跳动就越小,动力头的性能也就越稳定。外壳,主要是生产的时候结构要紧凑,缝隙太大,容易产生误差,皮带轮组需选用好的质量,效果会比较稳定,不易偏摆,传动力强。钻孔动力头从物理上来说是一种机械运动,由各个部分细小的零件组成的。上海键槽动力头厂家电话

伺服同步攻丝动力头是一种自动攻丝,攻螺纹的装置。采用了伺服马达控制主轴的转速和同步进给,实现了零时间变速和换向。很大缩短了产品的加工周期,有效的提高了生产效率。伺服同步攻丝动力头采用高性能的伺服电机、数控系统,有效的保证JIS2级(6H)的高精度螺纹的加工;还可任意设定第二原点,大幅度提高了生产效率。1、攻丝深度设定:在攻丝前可以根据攻丝的深度要求,在控制界面上输入相应的数据,攻丝机会根据输入的控制数据,自动攻到设定深度后自动退出,可以放心大胆的攻盲孔螺纹,很大减少了劳动强度及操作工的技术要求。2、攻丝速度设定:伺服同步攻丝动力头的转速设定采用直流拟量电压输入设定,可以实现主轴和进给无极调速(在很高转速范围之内)。深圳动力头供应商当动力头发生异响时,首先我们要确定发生异响的位置:是减速机、电机还是变速箱。
外观保养每天工作完成后,定要清扫动力头推进杆、钻夹头或多轴钻削头、刀具等处的铁屑,保持动力头的外观整洁。润滑保养清扫工作完成后,记得给推进杆和钻夹头加上适量的润滑油。电机的保养定期清扫电机,检查电器装置位置,保证电器装置固定、安全和整齐。零部件的保养定期检查螺钉螺栓的紧固性,皮带的张力,防护罩是否完好,液压阻尼器是否漏油。动力头后期维修注意事项当动力头出现故障时,切忌不要胡乱拆卸,定要找到原因后再对症下药。如遇不明白原因时,定要电话联系厂家,并在厂家的指导下进行维修;如有不会维修者,可返回厂家或者代理处维修。
动力头出现异响主要是以下原因引起的:减速机摩擦片磨损,减速机轴或轴承损坏或者齿轮磨损严重,润滑油过少减速机过热,这些情况都可能是引发减速机产生异响的因素。产生异响的处理方法:检查减速机齿轮油的油质和油位,如果冷机状态下齿轮油位置低于检视口,应给减速机加油;如果齿轮油中含有铁屑,则应该拆开减速机检查齿轮磨损情况,并且清洗、更换齿轮油;检查输入轴及轴承;带高速甩土的减速机还要考虑摩擦片,如果摩擦片烧损或蝶形弹簧弹力不足均会引起异响。镗铣主轴动力头其质量和性能的优劣以否会直接影响到整台机床性能的好坏。
动力头的三个发展阶段。动力头从诞生和发展到现在有了几十年的历史,其发展经历了三代。一代动力头,分体式的,其尾部和刀座本体通过四个螺栓连接,这样制造装配比较容易,但刀座的刚性不强,精度不高。扭矩也较小,转速低,不超过3000rpm,冷却方式也只能有外冷。密封性差,容易发生冷却液渗漏,造成刀座内部损坏。这是早期的动力头产品,目前用在入门级的车削中心上。 第二代动力头:整体式的,整个刀座本体是一个整体,这样制造装配难度加大,但刀座的刚性和精度较大提高,扭矩增大。转速提高到6000rpm, 有中心冷功能。这是目前市场上存在较多的动力头。它只能采用ER弹簧夹头,夹持钻头,立铣刀等刀具,可加工的范围比较窄,同时由于ER夹头的限制,刀链系统的整个刚性和精度很难提高。这成为制约动力头发挥功能的较后瓶颈。铣削动力头可铣削工件平面,加工T型槽、钻孔、镗孔作业。浙江滚齿动力头哪里有卖
动力头在许多行业中已成为保证产品的加工精度、提高劳动生产率和企业竞争力的关键措施之一。上海键槽动力头厂家电话
铣削动力头的使用注意事项:1、铣削动力头开机时应经常观察、检查油泵供油状态,如发现油镜无油时应立即停机检修。2、当选用所需转速时,应用手转动刀盘或电气点懂主轴旋转,方可进行变速,严禁主轴连续旋转时变速。3、铣削动力头进刀时,应首先松开铣头夹紧手柄,然后按铣削要求进刀,进刀完毕后重新夹紧铣头。4、本铣头设计刀盘很多直径为200mm(用于精铣)。5、铣削动力头选用20#-30#机械油。镗铣动力头操作规程工作中认真做到以下几点:1、铣削不规则的工件及使用虎钳、分度头及夹具持工件时,不规则工件的重心及虎钳、分度头、夹具等应尽可能放在工作台的中间部位,避免工作台受力不匀,产生变形。2、在快速或自动进给铣削时,不准把工作台走到两,以免挤坏丝杆。3、不准用机动对刀,对刀应的动进行。4、工作台换向时,须先将换向手柄停在中间位置,然后再换向,不准直接换向。5、铣削键槽轴类或切割薄的工件时,严防铣坏分度头或工作台面。6、动力头铣削平面时,必须使用有四个刀头以上的刀盘,选择合适的切削用量,防止机床铣削中产生震动。上海键槽动力头厂家电话
埃维斯刀座技术(太仓)有限公司专注技术创新和产品研发,发展规模团队不断壮大。公司目前拥有较多的高技术人才,以不断增强企业重点竞争力,加快企业技术创新,实现稳健生产经营。公司以诚信为本,业务领域涵盖刀座,动力刀座,固定刀座,EWS刀座,我们本着对客户负责,对员工负责,更是对公司发展负责的态度,争取做到让每位客户满意。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的刀座,动力刀座,固定刀座,EWS刀座形象,赢得了社会各界的信任和认可。
与动力头相关的文章
安徽偏心动力头代理商
- 上海插槽动力头价格是多少 2024-09-09
- 浙江0度动力动力头生产厂家 2024-09-09
- 深圳车铣复合动力头企业 2024-09-09
- 北京0度动力头生产厂家 2024-09-09
- 浙江HSK动力头品牌 2024-09-09
- 深圳0度动力动力头订做 2024-09-09
- 滚齿动力头生产公司 2024-09-09
- 北京双头动力头价钱 2024-09-09
- 北京90度动力动力头订做 2024-09-09
- Capto动力头厂家 2024-09-08
- 浙江Capto动力头报价 2024-09-08
- 深圳径向动力头厂家电话 2024-09-08
与动力头相关的产品
与动力头相关的新闻
-
深圳外圆动力头多少钱 2024-09-08 04:03:38攻丝动力头运转前,请确认在其动作范围之内没有人,运转过程中不要接近攻丝动力头的动作范围或碰触它,否则会造成人身伤害,发生冒烟、异味、异音等异常状态时,请立即切断电源,并联络我司进行修理。如不及时处理,会造成故障或触电事故,不要用湿手操作控制器及电气附属品,以免触电,通电过程中,请不要触摸电机及控制器...
-
浙江插槽动力头费用 2024-09-08 05:03:21动力头的安装有什么用处呢?动力头的使用,很大提高了机床加工的工作效率,相比于传统的机床加工设备,动力头很大减少了劳动力成本,给加工的公司带来了较好的收益。正确的安装应用动力头还可以改进生产加工生产工艺流程,这类设备可以让生产过程获得简单化,还可以防止繁杂的操作流程,应用设备的综合性运用实际效果更为突...
-
深圳双头动力头定制 2024-09-08 03:03:57伺服攻丝动力头,顾名思义,是一款采用伺服电机转配而成动力头,属于加工螺纹的高精密机械设备。不但采用了AC伺服马达控制主轴的转速和同步进给‚实现了零时间变速和换向‚从而缩短了加工周期的时间‚提高了设备的加工效率;更具有第二原点功能‚能够有效的提高加工效率;还采用高性能的数控系统‚能够有效的保证高精度螺...
-
北京内孔动力头供应 2024-09-07 01:03:53使用动力头时要注意的安全事项,动力头在操作上是具有一定的危险性,在使用时需要小心一些,首先使用检查机械仪表及工具等的完好情况,机床保险螺丝及销子不得松动,滚动部位不得放有工具、量具或其它物品,检查各部油位及各油标,应有足够油量,操作工人应穿工作服并扎紧袖口,工作时不得戴手套,长发和发辫应盘入帽内,严...
与动力头相关的问题
新闻资讯
产品推荐
-
浙江Capto动力头报价
2024-09-08 -
深圳径向动力头厂家电话
2024-09-08 -

上海0度动力动力头价格
2024-09-08 -

北京0度动力头厂
2024-09-08 -
安徽动力头订做
2024-09-08 -
北京内孔动力头哪家质量好
2024-09-08 -
深圳外圆动力头多少钱
2024-09-08 -
浙江插槽动力头费用
2024-09-08 -
深圳双头动力头定制
2024-09-08