现如今的大量的车铣复合机要求顾客针对多径向、高速旋转的商品需要量明显的提升,因此这类时代特征下什么高效率的动力头更能具有非常好的功效,这都是制造行业发展趋势的要求。另外时下的融合社会发展倡导的是绿色环保性,因此动力头商品务必更佳的反映出翠绿色节能减排、专业技能环境保护的特点。因此商品再设计方案全过程...
动力头基本参数
- 品牌
- EWS
- 型号
- 齐全
- 适用机床
- 齐全
- 材质
- 齐全
动力头企业商机
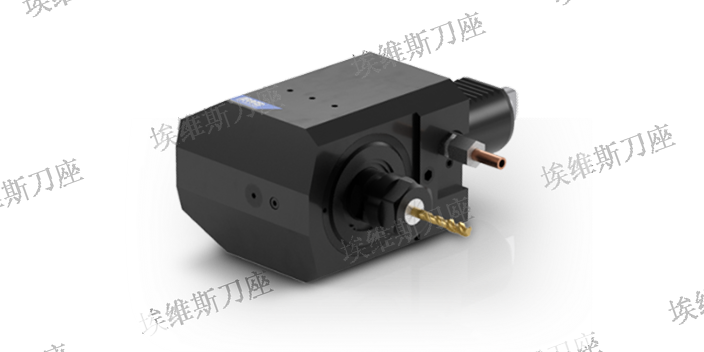
攻丝动力头运转前,请确认在其动作范围之内没有人,运转过程中不要接近攻丝动力头的动作范围或碰触它,否则会造成人身伤害,发生冒烟、异味、异音等异常状态时,请立即切断电源,并联络我司进行修理。如不及时处理,会造成故障或触电事故,不要用湿手操作控制器及电气附属品,以免触电,通电过程中,请不要触摸电机及控制器的散热器,以免高温烫伤,警报发生时,一定要找出原因,消除警报,确定安全后 ,再进行操作,务必在固定的时间内补充指定的润滑油,如果不补充的话会造成机械故障,作业时,请注意要穿着防滑鞋并时常注意将油擦拭干净。动力头中密封装置的设计需要留意两个部门,一个是主轴的密封,另一个是轴承端处的密封。安徽镗孔动力头采购

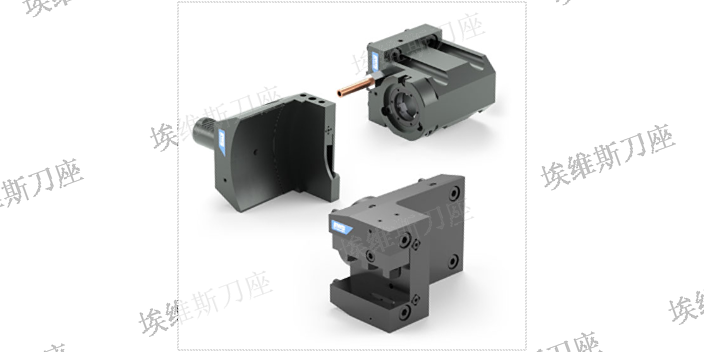
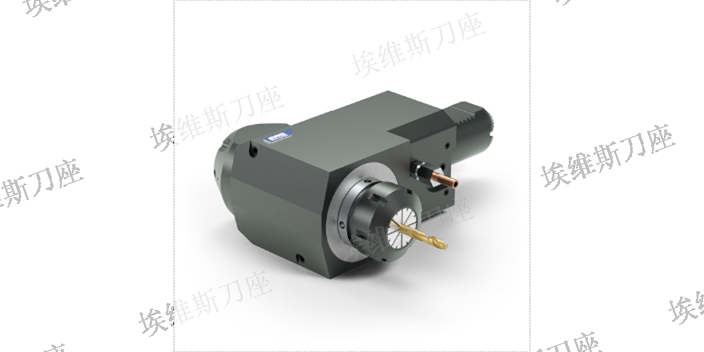
动力头是能实现主运动和进给运动,并且有自动工件循环的动力部件。动力头是电机带动一个齿轮变速机构,可以实现镗削、铣削、钻削等功能。延长动力头使用寿命之使用期间保养注意事项:1、外观保养每天工作完成后,定要清扫动力头推进杆、钻夹头或多轴钻削头、刀具等处的铁屑,保持动力头的外观整洁。2、润滑保养清扫工作完成后,记得给推进杆和钻夹头加上适量的润滑油。3、电机的保养定期清扫电机,检查电器装置位置,保证电器装置固定、安全和整齐。4、零部件的保养定期检查螺钉螺栓的紧固性,皮带的张力,防护罩是否完好,液压阻尼器是否漏油。江苏双头动力头怎么样动力头基本原理就是电机带动一个齿轮变速机构,可以实现镗削、铣削、钻削等功能。
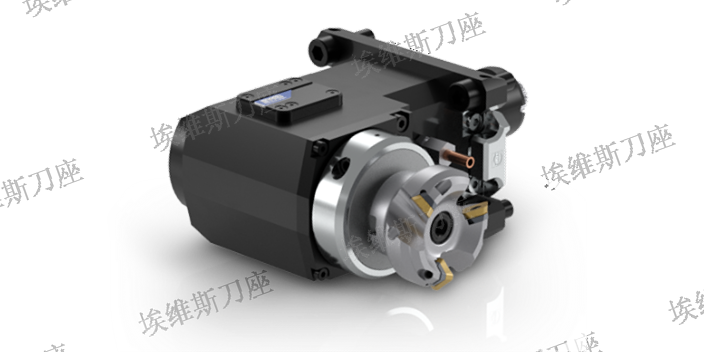
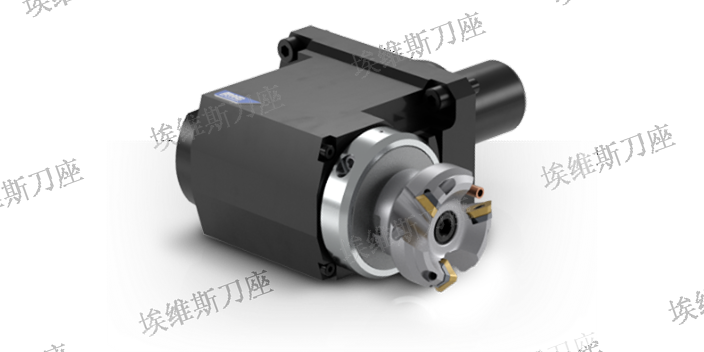
铣削动力头主要是由主运动、进给运动和控制系统三部门组成,主运动是由电、气动自动进给主运动采用三相异步电机驱动,经同步齿形带及花键轴将电机的转矩传递给主轴,不同主轴转速可更换不同的同步齿形带轮来实现。主运动采用电机驱动,主轴的转速特性好,输出功率和转矩大,能适应于多轴钻削和较大孔径的加工工况。进给运动采用或压缩空气作为动力源。考虑到空气的可压缩性,载荷变化时动力头的运动的平稳性较差,工进速度的调整和控制采用液压调速器来实现,动力头的快进和快退速度分别用排气节流阀来调整。
延长镗铣动力头寿命的保养技巧:(1)外保养。主要清理机床外表污垢、锈蚀,保持传动件的清洁。擦洗机床表面及罩壳,应无锈蚀无黄斑;擦洗各外露丝杠、光杠及齿条;补齐各手柄、螺钉、螺母等机件,保持机床外观整洁。(2)主轴箱及进给变速箱保养。掀开主轴箱各防尘盖板,检查调整v带和主轴箱夹紧拉杆。清洁各过滤器及油槽;检查平衡锤钢丝绳紧固情况;擦洗平旋盘滑槽及调整镶条。(3)工作台及导轨保养。擦洗工作台各处,检查调整挡铁及镶条间隙;检查导轨是否拉毛,打光毛刺并擦洗导轨。(4)后立柱保养。擦洗后轴承座、导轨面,检查调整镶条间隙。(5)润滑系统保养。清洗油毡、油槽,保持油孔和油路畅通。清洗冷却泵、过滤网及冷却箱。清洗过滤器,保证油杯齐全,保持油标油窗明亮。(6)电气部分保养。清扫电气箱及电动机。检查电气装置位置,保证电气装置固定、安全和整齐。动力头不可超过刀座额定转速。
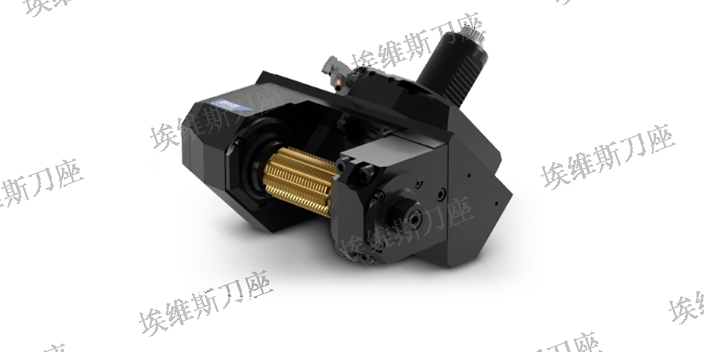
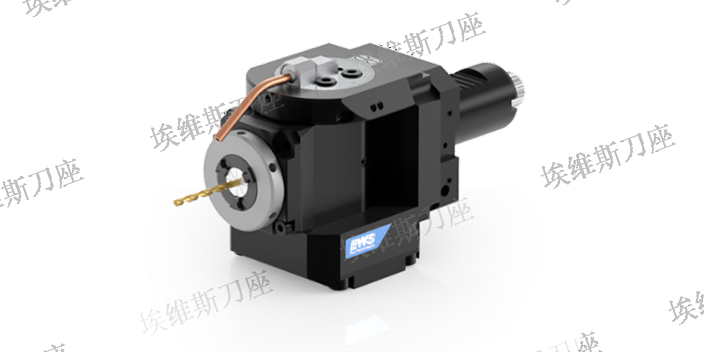
动力头是一种用来攻丝,攻螺纹的装置,随着现代科技的不断发展,攻丝动力头为了更好的适应市场的需求,技术含量也得到了不断的提高。因此,现代的新型动力头不但精密度高,效率高,成本低;还可以任意设定第二原点,大幅度提高生产效率;更可在加工能力保证的前提下,加工任意公英制的螺纹。因此,攻丝动力头是一款可加工任意公、英制螺距的螺纹的装置。还可选配不同的螺距齿轮来加工不同规格螺距。所以,用户如需用攻丝动力头加工不同规格和型号的螺纹,定要在购买之前给厂家说清楚,厂家定会根据用户的需求选配好螺距齿轮。铣削动力头特性因素铣削动力头特性及振动刀因素,采用双膜反馈节流径向和轴向静压支撑,精度高,刚度好。0度动力头怎么样
铣削动力头进刀时,应首先松开铣头夹紧手柄,然后按铣削要求进刀,进刀完毕后重新夹紧铣头。安徽镗孔动力头采购
铣削动力头的使用注意事项:1、铣削动力头开机时应经常观察、检查油泵供油状态,如发现油镜无油时应立即停机检修。2、当选用所需转速时,应用手转动刀盘或电气点懂主轴旋转,方可进行变速,严禁主轴连续旋转时变速。3、铣削动力头进刀时,应首先松开铣头夹紧手柄,然后按铣削要求进刀,进刀完毕后重新夹紧铣头。4、本铣头设计刀盘很多直径为200mm(用于精铣)。5、铣削动力头选用20#-30#机械油。镗铣动力头操作规程工作中认真做到以下几点:1、铣削不规则的工件及使用虎钳、分度头及夹具持工件时,不规则工件的重心及虎钳、分度头、夹具等应尽可能放在工作台的中间部位,避免工作台受力不匀,产生变形。2、在快速或自动进给铣削时,不准把工作台走到两,以免挤坏丝杆。3、不准用机动对刀,对刀应的动进行。4、工作台换向时,须先将换向手柄停在中间位置,然后再换向,不准直接换向。5、铣削键槽轴类或切割薄的工件时,严防铣坏分度头或工作台面。6、动力头铣削平面时,必须使用有四个刀头以上的刀盘,选择合适的切削用量,防止机床铣削中产生震动。安徽镗孔动力头采购
与动力头相关的文章
安徽偏心动力头代理商
- 上海插槽动力头价格是多少 2024-09-09
- 浙江0度动力动力头生产厂家 2024-09-09
- 深圳车铣复合动力头企业 2024-09-09
- 北京0度动力头生产厂家 2024-09-09
- 浙江HSK动力头品牌 2024-09-09
- 深圳0度动力动力头订做 2024-09-09
- 滚齿动力头生产公司 2024-09-09
- 北京双头动力头价钱 2024-09-09
- 北京90度动力动力头订做 2024-09-09
- Capto动力头厂家 2024-09-08
- 浙江Capto动力头报价 2024-09-08
- 深圳径向动力头厂家电话 2024-09-08
与动力头相关的产品
与动力头相关的新闻
-
深圳外圆动力头多少钱 2024-09-08 04:03:38攻丝动力头运转前,请确认在其动作范围之内没有人,运转过程中不要接近攻丝动力头的动作范围或碰触它,否则会造成人身伤害,发生冒烟、异味、异音等异常状态时,请立即切断电源,并联络我司进行修理。如不及时处理,会造成故障或触电事故,不要用湿手操作控制器及电气附属品,以免触电,通电过程中,请不要触摸电机及控制器...
-
浙江插槽动力头费用 2024-09-08 05:03:21动力头的安装有什么用处呢?动力头的使用,很大提高了机床加工的工作效率,相比于传统的机床加工设备,动力头很大减少了劳动力成本,给加工的公司带来了较好的收益。正确的安装应用动力头还可以改进生产加工生产工艺流程,这类设备可以让生产过程获得简单化,还可以防止繁杂的操作流程,应用设备的综合性运用实际效果更为突...
-
深圳双头动力头定制 2024-09-08 03:03:57伺服攻丝动力头,顾名思义,是一款采用伺服电机转配而成动力头,属于加工螺纹的高精密机械设备。不但采用了AC伺服马达控制主轴的转速和同步进给‚实现了零时间变速和换向‚从而缩短了加工周期的时间‚提高了设备的加工效率;更具有第二原点功能‚能够有效的提高加工效率;还采用高性能的数控系统‚能够有效的保证高精度螺...
-
北京内孔动力头供应 2024-09-07 01:03:53使用动力头时要注意的安全事项,动力头在操作上是具有一定的危险性,在使用时需要小心一些,首先使用检查机械仪表及工具等的完好情况,机床保险螺丝及销子不得松动,滚动部位不得放有工具、量具或其它物品,检查各部油位及各油标,应有足够油量,操作工人应穿工作服并扎紧袖口,工作时不得戴手套,长发和发辫应盘入帽内,严...
与动力头相关的问题
新闻资讯
产品推荐
-
浙江Capto动力头报价
2024-09-08 -
深圳径向动力头厂家电话
2024-09-08 -

上海0度动力动力头价格
2024-09-08 -
北京0度动力头厂
2024-09-08 -
安徽动力头订做
2024-09-08 -
北京内孔动力头哪家质量好
2024-09-08 -
深圳外圆动力头多少钱
2024-09-08 -
浙江插槽动力头费用
2024-09-08 -
深圳双头动力头定制
2024-09-08