- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
放苗:苗种选择,选择体质健壮,体色健康,逆水能力强,无病无伤且经过检疫合格后的优良苗种,较好购自省级以上的良种场。试养1至2天后死亡率应不大于5%。检测虾苗的活力时一般取150尾左右虾苗放入亮色水盆中,当手伸入水中或用手轻轻搅动水体时,健康好苗会立刻应激逃避和逆水游动,反之为弱苗。根据运输时间长短选择不同的虾苗。一般运输时间长的选择体长0.8cm以下的虾苗,以减少长途运输中造成的碰撞损伤,提高存活率。运输时间短的可选择体长0.8~1.2cm的大苗,缩短养殖周期。工厂化养殖有助于提高渔业抗风险能力,保障国家粮食安全。甘肃智能工厂化水产养殖物联网

工厂化养殖走向智慧化新时代,我国渔业科技工作者目前已初步建立了适合我国国情的循环水养殖技术体系,产业发展初具规模。然而,在养殖微生态环境控制、养殖管理与投喂技术、水质自动检测与数字化管理、病害防控、节能降耗等方面还需要不断完善和加强。由于企业管理者因传统养殖理念的束缚,使相当一部分循环水养殖系统集约节约、高效安全的技术优势尚未充分发挥。从设施装备上来看,我国工厂化循环水养殖在水处理精度、水处理效率、运转使用率及自动化、智能化管理水平方面与国外先进国家相比尚存在一定差距。广东高密度工厂化水产养殖流程生物絮团技术在水产养殖中的应用,有助于提高养殖效益和减少污染。

工厂化循环水养殖注意事项:1.养殖密度,根据养殖生物的种类和生长阶段合理安排养殖密度,以保证养殖生物的生长和健康。过高的养殖密度会导致水质恶化、病害增多等问题,影响养殖效益。2.饲料管理,需要选择符合养殖需求和质量要求的饲料,并根据养殖生物的生长阶段和摄食习惯制定合理的投喂方案。3.病害防治,一方面要加强养殖环境的卫生和消毒工作,另一方面要合理使用药物,避免对养殖生物和环境造成负面影响。现阶段,工厂化循环水养殖面临重重挑战。
随着工厂化养殖技术的发展,水产工厂化养殖在国内外得到越来越普遍的应用和推广,这也为养殖产业的发展带来了新的机遇。水产工厂化养殖是未来水产养殖行业发展的一个重要方向,也是企业实现可持续发展的必要途径。此外,工厂化循环水养殖中产生的废水,可以通过净化后再返回养殖池使用,实现养殖废水的零排放,也避免了传统池塘养殖造成的水污染。随着技术的不断进步,相信水产工厂化养殖将会在未来实现更大的发展,为人们提供更多优良的水产产品。工厂化养殖应关注养殖品种的遗传多样性,提高产业抗风险能力。

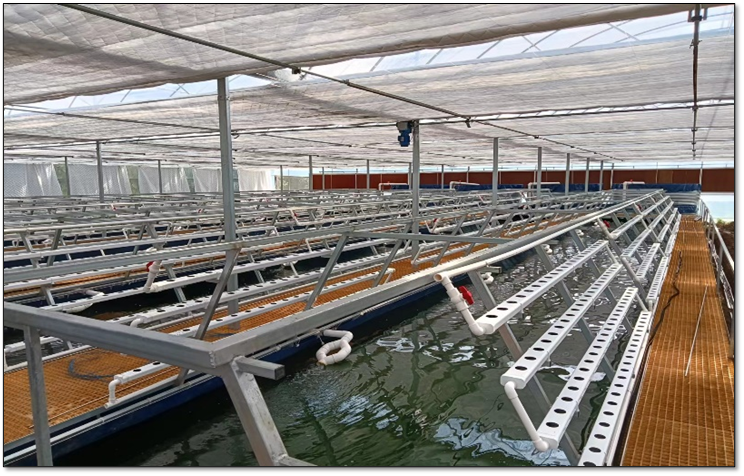
工厂化养殖,是中国水产养殖业的必然趋势!那么,什么是工厂化养殖,它和传统养殖模式又有怎样的区别呢?现代化的水产养殖工厂,不*可以智能控制水体温度,还安装了全自动循环水处理设备及增氧机、涌浪机等设备。相较于传统池塘一亩水面1500斤的养殖量,工厂化循环水养殖每立方米的水体可以养100斤鱼!换句话说,就单位面积的产量而言,循环水模式就比传统鱼塘提高了40几倍!高密度、高产能、高效益,除了能实现“三高”以外,工厂化循环水养殖还能省人工、节能耗!发展特色养殖,提高工厂化养殖的差异化竞争力。黑龙江智能工厂化水产养殖方式
工厂化养殖要关注养殖水域的生态保护,实现绿色发展。甘肃智能工厂化水产养殖物联网
以下是工厂化循环水养殖的详细解读:一、工厂化循环水养殖的定义,工厂化循环水养殖是集水产养殖技术、现代工业和信息化技术于一体的高度集约化养殖模式。二、工厂化循环水养殖的优势:1.用水量少,节约用水资源;2.占地少,对土地资源的要求低;3.养殖密度高,充足的营养和生长环境,使得养殖密度远高于传统养殖方式;4.生长周期短,易于控制生长环境,养殖品种生长速度快、周期短;5.饲料利用率高;6.水循环使用,利用系数高;7.减少环境影响,排放的废水废物少,能集中处理,对环境无压力或很小;8.不受外界气候的影响,可实现常年生产。甘肃智能工厂化水产养殖物联网

上海芾驰智能深耕工厂化水产养殖供应领域多年,作为长三角农业硅谷内的重点企业,自2018年5月在上海智慧岛数据产业园注册成立以来,始终立足上海科技高地,依托崇明生态岛的生态资源,响应国家科技兴农政策,将智能制造行业的信息化经验与工业互联网思维相结合,构建起完善的智慧农业物联网产业服务平台,为工厂化水产养殖客户提供全方面的供应解决方案。公司凭借高新技术企业、专精特新中小企业的技术优势,不断加大研发投入,优化产品与服务体系,涵盖养殖智能装备、环境监测系统、精确投喂设备等多个品类,能够满足不同规模、不同品种的工厂化养殖需求。工厂化养殖有助于提高渔业抗风险能力,保障国家粮食安全。河南微生物工厂化水产养殖...
- 山东智能工厂化水产养殖方案 2026-05-08
- 福建循环水工厂化水产养殖基地 2026-05-08
- 浙江循环水工厂化水产养殖服务商 2026-05-08
- 江西智能工厂化水产养殖流程 2026-05-08
- 广东智能工厂化水产养殖设备 2026-05-08
- 广西循环水工厂化水产养殖规划 2026-05-04
- 安徽智能工厂化水产养殖产值 2026-05-03
- 上海陆基工厂化水产养殖过滤器 2026-05-03
- 安徽智能工厂化水产养殖方案 2026-05-03
- 福建智能工厂化水产养殖技术 2026-05-03

- 山东陆基工厂化水产养殖 2026-05-02
- 河北大棚内工厂化水产养殖方案 2026-05-02
- 甘肃专业工厂化水产养殖规划 2026-05-02
- 广东陆基工厂化水产养殖 2026-05-02
- 深圳大型工厂化水产养殖产值 2026-05-02
- 河南工厂化水产养殖供应商 2026-05-01




- 天津新型鱼菜共生系统造价 05-12
- 天津小型鱼菜共生厂家 05-12
- 天津庭院鱼菜共生项目加盟 05-12
- 江西庭院鱼菜共生系统设计 05-12
- 广东阳台鱼菜共生供应商 05-12
- 深圳鱼菜共生系统模式 05-11
- 江苏鱼菜共生养殖技术 05-11
- 广东鱼菜共生系统搭建 05-11
- 上海智能鱼菜共生原理 05-11
- 深圳智能鱼菜共生专业团队 05-11