- 品牌
- 芾驰智能,森养家
- 型号
- 齐全
- 适用对象
- 蔬菜,鱼,食用菌
- 自动化程度
- 全自动,半自动,人工,手动
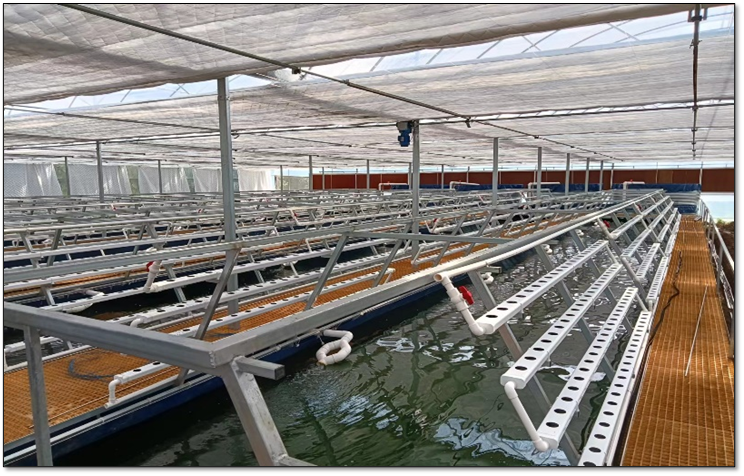
工厂化水产养殖是一种将传统渔业工业化的养殖模式,它利用现代化的科学技术(包括机械工程学、生物学、水处理化学、机电工程学、现代电子信息学、现代建筑学等)对水产品进行高密度、集约化生产。经过科学论证、精心设计、具有可行性强的运行,较终实现水产养殖行业低污染、高效益、可持续发展的经营目标。如果再加上近年来风险投资、惠家政策等因素,更可能形成行业资源整合、产业结构优化的良好趋势。工厂化循环水养殖系统能够明显节约用水和土地资源。传统的养殖方式通常需要大量的新鲜水源和广阔的水域,但循环水系统通过先进的水处理技术,使水在系统内多次循环使用。这种方法不仅减少了对自然水体的依赖,也降低了养殖对土地资源的需求。养殖技术研发,为工厂化养殖提供技术支撑。广东陆基工厂化水产养殖系统

放苗前准备:1. 设备检查,养殖前首先要检查水气和过滤处理系统是否能正常工作,具体包括对增氧设备、循环水各处理单元、排污管道等设备进行调试和检修,对石英砂滤罐进行反冲洗,确保养殖过程水流顺畅且水质达标。2. 水体准备,养殖系统试运行结束后对养殖池进行杀菌消毒:浸池、排水、刷洗后采用漂白粉或复合碘溶液消毒或用大于20ppm的高锰酸钾溶液浸泡后刷洗、冲洗。在放苗前1至3天进水,一般进水量为池高的4/5。进水后开启循环水系统使水体进行循环并用增氧泵对水体进行曝气。适当肥水,培养有益藻,使水质达到养殖标准。降低透明度,减少应激。南美白对虾对水质的要求:水温27℃左右,水色为黄褐色或褐色,透明度20~40cm为佳,pH7.6~8.6,溶氧至少5mg/L,总碱度110~140mmol/L。广东陆基工厂化水产养殖系统工厂化养殖助力渔业扶贫,带动农民增收。

全封闭式循环水养殖模式。全封闭式循环水养殖模式是通过水处理设备将废水净化消毒杀菌后,再进行循环使用的一种养殖模式,主要包含去除氨氮的生物净化装置、去除悬浮颗粒的物理过滤装置、可以消毒杀菌的臭氧发生装置、去除二氧化碳的曝气装置,其关键技术是水质净化处理装置,主要是快速去除水溶性有害物质和增氧技术。这种养殖模式虽然能减少水资源消耗、环境污染,节约用地,养殖产品优良安全,病原可控,不受地域与环境的影响,但由于这种养殖模式前期投入较高,且国内这种设备制造还不甚成熟,目前国内企业使用这种养殖模式的较少。
为什么要搞工厂化水产养殖?1.水源因素,随着工业的急速发展和气候变化带来的影响,水资源出现了严重的枯竭。地下水位持续降低。自然降水大幅减少。水产养殖行业的可持续发展面临严竣挑战。而工厂化水产养殖模式可大量节约用水。为农业的可持续发展奠定坚实的基础。2.水质污染及人为因素,工业的飞速发展带的诸多影响中,水质污染当属罪魁祸首。据国家有威信机构检测,2014年,珠三角地区的地下水铅含量超过国际标准27倍。而因上游水污染而导致的死鱼事件更是层出不穷。另外水体富营养化而导致的蓝藻爆发事件更是时有发生。通过优化饲料配方,工厂化养殖有助于降低养殖业的饲料成本。

水产工厂化养殖的现状,水产工厂化养殖又称为全闭环养殖模式,是将生产过程与生态环境分离的一种养殖方式。与传统的水产养殖相比,水产工厂化养殖具有以下优势:1. 水质管理更稳定。采用全封闭式养殖池或水体生态系统,水源自循环,能够更准确地调控水质。2. 养殖效率更高。采用水产科技管理技术,饲料利用率更高、水藻与浮游生物的竞争关系得到改善,从而实现养殖效益较大化。3. 食品安全更有保障。从养殖环节到加工流程都能更严格地控制,为水产产品提供更好的品质与口感保证。《吕氏春秋》记载:“鱼鳖之利,亦以水为之利也。”工厂化养殖正是利用水资源的高效方式。广东大型工厂化水产养殖流程
政策扶持,推动工厂化养殖产业健康发展。广东陆基工厂化水产养殖系统
水处理区,根据养殖品种确定水体指标和生存需求,是否需要添加矿物质等成分调配水体,如果是淡水调配海水,也在这个环节。调配好后,进行常规方式初步的消毒、杀菌、曝气。然后通过砂滤器、微米过滤器、活性炭过滤器等物理过滤,去除水中颗粒物质、悬浮物、微生物及吸附化学物质。 再经过蛋白分离器,产生大量特定大小、组合的微气泡,处理水中有机物、悬浮物、蛋白质等有害物质。较后经过防火墙,内含臭氧发生器,杀灭水中的各种细菌、病毒、虫卵及藻类细胞等。广东陆基工厂化水产养殖系统

上海芾驰智能深耕工厂化水产养殖供应领域多年,作为长三角农业硅谷内的重点企业,自2018年5月在上海智慧岛数据产业园注册成立以来,始终立足上海科技高地,依托崇明生态岛的生态资源,响应国家科技兴农政策,将智能制造行业的信息化经验与工业互联网思维相结合,构建起完善的智慧农业物联网产业服务平台,为工厂化水产养殖客户提供全方面的供应解决方案。公司凭借高新技术企业、专精特新中小企业的技术优势,不断加大研发投入,优化产品与服务体系,涵盖养殖智能装备、环境监测系统、精确投喂设备等多个品类,能够满足不同规模、不同品种的工厂化养殖需求。工厂化养殖有助于提高渔业抗风险能力,保障国家粮食安全。河南微生物工厂化水产养殖...
- 山东智能工厂化水产养殖方案 2026-05-08
- 福建循环水工厂化水产养殖基地 2026-05-08
- 浙江循环水工厂化水产养殖服务商 2026-05-08
- 江西智能工厂化水产养殖流程 2026-05-08
- 广东智能工厂化水产养殖设备 2026-05-08
- 广西循环水工厂化水产养殖规划 2026-05-04
- 安徽智能工厂化水产养殖产值 2026-05-03
- 上海陆基工厂化水产养殖过滤器 2026-05-03
- 安徽智能工厂化水产养殖方案 2026-05-03
- 福建智能工厂化水产养殖技术 2026-05-03



- 山东陆基工厂化水产养殖 2026-05-02
- 河北大棚内工厂化水产养殖方案 2026-05-02
- 甘肃专业工厂化水产养殖规划 2026-05-02
- 广东陆基工厂化水产养殖 2026-05-02
- 深圳大型工厂化水产养殖产值 2026-05-02
- 河南工厂化水产养殖供应商 2026-05-01




- 天津新型鱼菜共生系统造价 05-12
- 天津小型鱼菜共生厂家 05-12
- 天津庭院鱼菜共生项目加盟 05-12
- 江西庭院鱼菜共生系统设计 05-12
- 广东阳台鱼菜共生供应商 05-12
- 深圳鱼菜共生系统模式 05-11
- 江苏鱼菜共生养殖技术 05-11
- 广东鱼菜共生系统搭建 05-11
- 上海智能鱼菜共生原理 05-11
- 深圳智能鱼菜共生专业团队 05-11