- 品牌
- 威龙
- 型号
- wl-01
- 产地
- 山东济南
- 可售卖地
- 全国
- 是否定制
- 是
- 配送方式
- 物流
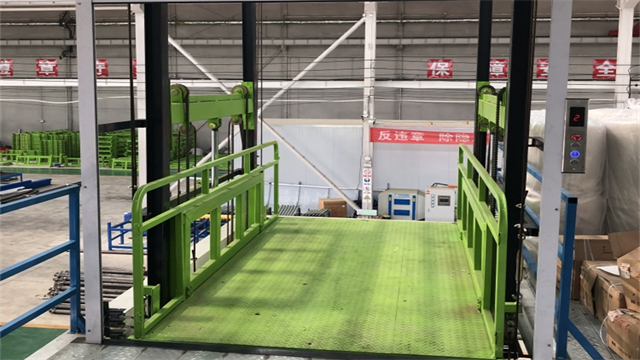
液压升降货梯凭借液压驱动优势,成为厂房仓库跨楼层重型货物转运的主流设备。液压升降货梯之所以能在工业物料搬运领域占据主流地位,根本原因在于液压驱动技术本身所具备的独特优势。与传统的钢丝绳曳引或链条传动方式相比,液压系统通过液体介质的压力传递来实现动力的平稳输出,这一原理决定了其在重载工况下的表现。当液压泵将高压油液送入油缸时,活塞杆获得的推力与油缸截面积及系统压力成正比,这意味着只需合理增大油缸直径或提高系统压力,即可轻松实现数十吨甚至上百吨的举升能力,而无需对设备结构进行复杂改动。正是这种“以柔克刚”的能量传递方式,使得液压升降货梯能够从容应对厂房仓库中频繁出现的重型货物跨楼层转运需求,例如大型机床设备、模具钢材、托盘装原材料乃至整台包装机械。此外,液压驱动还天然具备缓冲吸振特性,油液在管路中的流动可有效吸收启停瞬间的冲击能量,使平台运行始终保持线性和平顺,这对于保护货物和延长设备寿命都极为有利。综合来看,液压驱动的承载上限高、运行平稳、过载保护可靠三大优势,共同奠定了液压升降货梯作为重型货物垂直运输主要设备的行业地位。 广泛应用,适合物流、建筑、汽车维修等行业,是垂直搬运的理想设备。陕西仓库液压升降货梯哪家好

液压升降货梯的安全系统构建了多重防护网,为操作人员与货物提供周全保护。机械安全装置方面,楔块式防坠器的响应时间不超过,当下降速度超过额定值15%时立即启动制动;液压管路中的双向锁紧阀采用先导式设计,即便在管路爆裂情况下也能确保平台悬停。电气安全系统包含门机联锁、紧急停止、松绳检测等18项安全回路,所有触点均达到SIL2安全等级。更值得一提的是三维光电保护装置,在平台周边形成立体的红外光幕屏障,其检测精度达到±2mm,连细小工具的意外伸出都能被及时识别。针对极端情况,系统还配置了冗余液压回路和UPS应急电源,确保突发断电时能完成当前作业循环并安全降落。这些安全设计不是简单叠加,而是通过安全继电器模块构成"或"逻辑关系,即使单个元件失效也不影响整体防护功能。 江苏厂房液压升降货梯多少钱一台液压升降货梯操作简便,载重强大,为货物运输提供有力支持。

液压升降货梯的优势在于承载能力和运行稳定性,完美适配重型货物转运需求。常规标准机型载重覆盖1-15吨,定制化设备可实现30吨以上超重型承载,彻底解决了普通民用电梯载重有限、无法运输大型工业物料的痛点。设备搭载液压缓冲系统,升降启停阶段可自动缓冲减速,全程运行平稳无抖动、无噪音,既能平稳输送钢材、模具、重型设备等大宗货物,也可安全转运精密仪器、易碎包装货品,有效避免货物颠簸破损。同时设备配备多重安全防护机制,内置超载保护、防坠锁定、断电自锁、紧急下降等功能,运行过程中若出现过载、断电、导轨偏移等突发情况,可即时锁定平台、停止作业,杜绝坠落、滑落等安全事故。其稳定的运行性能与完善的安全配置,大幅提升工业货物转运的安全性与规范性。
针对不同客户的特殊需求,液压升降货梯厂家提供定制化服务,首先会安排专业人员进行现场勘查,测量场地尺寸、地面承载力与周边环境,根据勘查结果制定个性化解决方案。例如,对于空间狭小的车间,可定制侧置式液压缸货梯,减少设备占地面积;对于需要跨越障碍物的场景,可定制伸缩式台面货梯,实现货物的横向搬运。此外,还可根据客户需求加装辅助功能,如自动门、货物固定装置、远程控制系统等,提升设备的便利性与安全性。定制化服务还包括设备的外观设计,可根据企业品牌颜色进行喷漆处理,提升设备的美观度。在售后方面,厂家提供上门安装、调试与培训服务,确保操作人员掌握正确的使用方法。同时,还提供终身维护服务,定期回访设备运行情况,及时处理故障问题,为客户提供多方面的支持与保障。 选择液压升降货梯,让重物搬运不再费力,轻松实现多楼层货物充分转运。

液压升降货梯常见的安全隐患包括液压系统漏油、电气元件故障、安全装置失效等,其中液压系统漏油若未及时处理,可能导致台面突然下降,引发货物损坏或人员伤亡。防范措施需定期检查油管接头与密封圈,发现漏油立即更换损坏部件。电气元件故障主要表现为电机无法启动或停止,需定期检查接线端子是否松动,接触器与继电器是否损坏,及时更换故障元件。安全装置失效则包括限位开关失灵、紧急停止按钮故障等,需每月测试安全装置的有效性,确保台面到达极限位置时能自动停止,紧急情况下能迅速切断电源。此外,还需注意超载运行的隐患,设备超载可能导致液压缸变形或导轨损坏,需在明显位置张贴额定载荷标识,并安装超载报警装置,当载荷超过额定值时自动发出警报并停止运行。同时,操作人员需接受专业培训,掌握正确的操作方法与应急处理流程。 无需特殊井道,浅基坑安装,非常适合老旧厂房进行低成本改造。日照液压升降货梯设备
高效液压升降货梯,承载重物游刃有余,为物流行业增添动力。陕西仓库液压升降货梯哪家好
液压升降货梯在各种极端工况下展现出惊人的适应能力。针对-40℃的低温环境,设备采用电加热油箱和低温液压油组合方案,并配备启动预热程序确保系统可靠运行。在热带高湿地区,所有电气元件均达到IP65防护等级,关键部位还增加防凝露加热带。防爆型设计更是一大亮点,整机通过ATEX认证,隔爆型电机、本安型控制箱与无火花结构件的组合,使其能安全应用于Ⅱ类气体环境。对于食品医药行业,全不锈钢机身配合食品级润滑剂的设计,完全满足HACCP认证要求。在强腐蚀性的海洋环境下,热浸锌处理的结构件配合特殊防腐涂层,确保设备在盐雾试验中达到3000小时无锈蚀。对于地震多发区域,设备增加了抗震支撑架和液压锁紧装置,能在震动发生时立即锁定位置。这些针对性设计很大拓展了液压升降货梯的应用疆域。 陕西仓库液压升降货梯哪家好

- 东营液压升降货梯多少钱 2026-06-15
- 重庆室内液压升降货梯定制 2026-06-14
- 河南室内液压升降货梯价格 2026-06-14
- 吉林室内液压升降货梯多少钱 2026-06-14
- 吕梁液压升降货梯设备 2026-06-14
- 陕西仓库液压升降货梯哪家好 2026-06-13
- 贵州防爆液压升降货梯要多少钱 2026-06-13
- 北京导轨式液压升降货梯定制 2026-06-13