
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
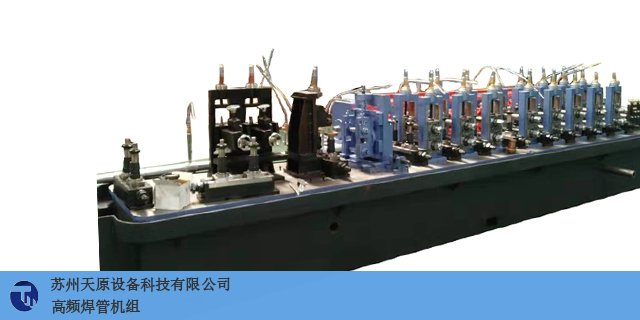
焊管机组与钢管区别是很大的。钢管外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。辨认方法:看管子内部,因为外部都会处理的,焊管是里边有条缝隙有的可以看到,有的处理,就不容易看到,你可以用手慢慢触摸,再或者看规格,焊管都比较薄的,无缝钢管厂家,焊管是用不锈钢钢带用机器直接做出来的(卷起来的),无缝是用圆钢或者管坯穿孔穿起来的。图片无缝钢管制作原理生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并去掉表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。焊管机组与焊管的区别?吉林直销焊管机组
焊管机组
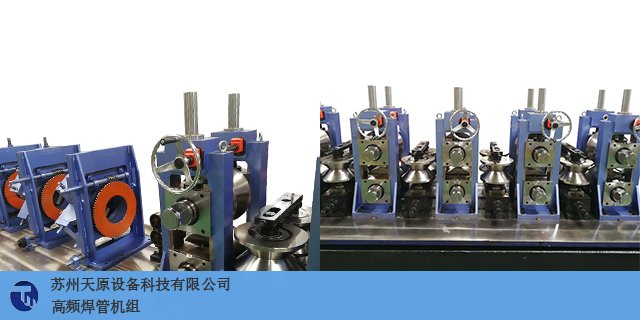
焊管机组轧制线是焊管机组上所有轧辊包括矫平辊、成型平立辊、导向辊、挤压辊、去毛刺托辊、压光辊、定径平立辊、矫直辊等轧辊的校调基准线,也是与其配套的相关辅机设备例如开卷机、螺旋活套、飞锯、输送辊道等安装校调的基准线,是轧制底线和轧制中线的总称,就如人体的脊椎,在所有焊管生产工艺参数中具有举足轻重的作用。轧制线:事实上,焊管机组上并不存在这样一条实物线,轧制线在机组安装或者换辊时才被人们用细钢丝表示出来。天津正规焊管机组销售厂家焊管机组常见的问题及原因分析。

高频焊技术也会用于焊管机组中,它的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流zhi沿导体表层流动的一种物理现象。导体的电阻率越低、磁导率越大、电流的频率越高,其集肤效应越有用。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率。
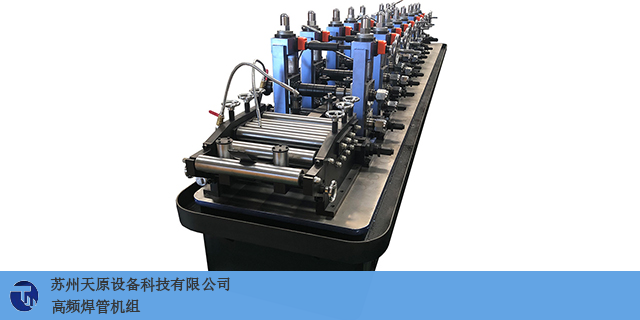
焊管机组的操作人员必须具备一定的专业知识和技能。因为焊管机组的操作涉及到高温、高压和强电等危险因素,操作人员必须严格按照操作规程进行操作,防止事故的发生。在进行焊接作业时,必须戴上防护眼镜、手套和红外线防护面具等个人防护装备,确保自身安全。操作人员还需要熟悉焊管机组的工作原理和操作步骤,熟练掌握焊接技术,以确保焊接质量和工作效率。在操作过程中,要时刻关注设备的运行状态,及时发现并处理异常情况,避免事故的发生。什么,焊管机组还有这些分类!

高频焊管机组应用:高频直缝焊管的改造、进步速度很快,从*初的辊式成型进行改进变成后期的排辊成型,一直到如今的柔性成型、直缘成型以及等刚性机架的揉入先进的科学技术模型,现如今所使用的成型已经日益趋于完善,可以说在某种程度上初步实现了智能化成型。而焊管技术流程中的焊接和热处理电源的技术,也从一开始的电子管式变成如今的全固态式,在原有的基础上很大程度地增加了燃料燃烧的功率。而且还引入了数字化、智能化等自动控制的操作理念。而且研究人员致力于对高频焊接过程所具有的问题进行研究,并提出切实可靠的解决方案,对存在的问题进行改善,研发出以焊区加强为hexin的焊接工艺与质量控制手段,使得焊缝性能已经很接近母材,经过完善一贯制的管理模式,将高频焊管的质量控制向上延伸到上游的原料设计与生产工艺。提高产品性能与品质水平,此技术海底管道和高钢级油井管等关键关节上获得范围广使用。操作焊管机组要注意的事项。上海自动化焊管机组特价
哪些企业和厂家生产焊管机组?吉林直销焊管机组
扩口强度和压扁强度比较好,焊管坯的几何尺寸,管坯的宽厚偏差会改变边缘的加热温度和挤压量,合格的产品需要符合标准。如果管坯边缘存在弯曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型,造成带钢两边弯曲,轧辊调整不好也会造成带钢跑偏或管坯变形等现象,影响焊和质量或根本无法焊和。低压流体输送用焊管也叫普通焊管,俗称黑管,低压流体输送用镀锌焊管又称镀锌电焊钢管,俗称白管,普通碳素钢电线套管是工业与民用建筑、机械设备安装等电气安装工程中用于保护电线的钢管,直缝电焊钢管是焊缝与钢管纵向平行的钢管。高频焊管是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢局部加热到熔化状态,通过轧辊的挤压,使对接焊缝实现晶间接合,从而符合焊缝焊和的要求,高频焊管是一种感应焊,它不需要焊缝填充剂,不产生焊和飞溅,焊和热影响区窄,成形美观,焊和力学性能好,因此在钢管的生产中是比较常用的。吉林直销焊管机组
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在比较高...
- 上海正规焊管机组规格 2024-05-21
- 湖南性能优良焊管机组厂家报价 2024-05-21
- 天津自动化焊管机组客户至上 2024-05-21
- 安徽品质焊管机组哪家好 2024-05-21
- 安徽自动化焊管机组特价 2024-05-21
- 江西性能优良焊管机组产品介绍 2024-05-21
- 安徽销售焊管机组出厂价格 2024-05-21
- 山东性能优良焊管机组检查 2024-05-20
- 福建销售焊管机组客户至上 2024-05-20
- 安徽品质焊管机组保养 2024-05-20


- 江苏正规焊管机组规格 2024-05-20
- 辽宁先进焊管机组哪家好 2024-05-20
- 湖北性能优良焊管机组售后保障 2024-05-20
- 安徽正规焊管机组 2024-05-19
- 安徽先进焊管机组销售厂家 2024-05-19
- 河北好的焊管机组规格 2024-05-19





- 广东直销不锈钢焊管机什么价格 06-02
- 河南制造不锈钢焊管机哪里好 06-02
- 吉林直销不锈钢焊管机 06-02
- 广东直销不锈钢焊管机价格 06-02
- 工业不锈钢焊管机工厂直销 06-02
- 广东制造不锈钢焊管机厂家价格 06-01
- 河北制管设备生产厂家 06-01
- 甘肃制管设备工厂 06-01
- 青海制管设备定制价格 06-01
- 山东镀锌制管设备 06-01