
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
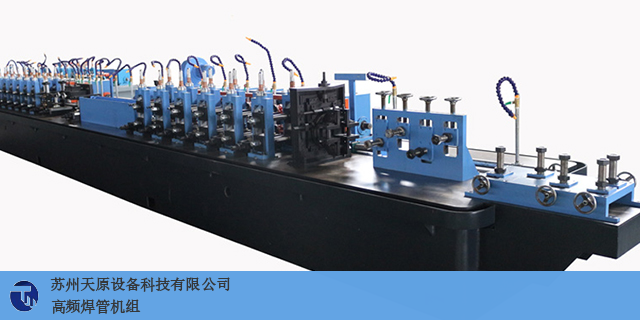
高频焊管是由带钢卷制成的螺旋式高频焊管,一般在高温下挤压成型,采用自动双线正反面电弧焊工艺焊和而成,高频焊管将带钢送入焊管机组,带钢由好几个轧辊冷轧并慢慢翻卷,产生一个张口空隙的圆精轧管,调节挤压成型轧辊的减薄量开展电焊焊和。如果间隙较大,邻近效应会减少,涡旋热将不够,焊和的晶体无法很好的熔合,造成不熔合或裂开,如果间隙小,邻近效应将上升,电焊的焊和热值过大,导致焊缝引燃,或是焊缝挤压成型冷轧产生凹坑,影响焊缝的工艺性能,精轧管的2个边沿加温到电焊焊和温度后,在挤压辊的挤压下,产生相互的金属材料颗粒物互相渗入结晶体,形成牢固的焊和,如果高频焊管的挤压压力很小,晶体总数会很少,焊缝金属材料的抗压强度会降低,导致压缩后产生裂纹,如果挤压压力过高,熔化金属材料会被挤压到焊缝中,不但会降低焊缝的抗压强度,还会引起大量的内外振纹,导致焊缝重复等缺点。在整个成形过程中,厚钢板匀称,残余应力小,表面不刮伤,高频焊管经生产加工后,在直径和壁厚规格型号范畴上具备很大的协调能力,尤其生产制造高质量厚壁管,特别是在中小型直径厚壁管时,具备别的工艺无可比拟的优点,能够满足客户对高频焊管规格型号的大量需求。这些企业会采购焊管机组!江苏正规焊管机组规格
焊管机组
与焊管机组相近的名词有高频焊,发明于上世纪50年代初,并很快应用于工业生产。它是利用10~500kHz高频电流经焊件连接面产生电阻热,并在施加或不施加压力的情况下,达到原子间结合的一种焊接方法。目前,高频焊主要应用于机械化或自动化程度颇高的管材、型材生产线。焊件材质可为钢、有色金属,管径范围为6~1420mm、壁厚为0.15~20mm。小径管多采用直焊缝;大径管多采用螺旋焊缝。近年来,作为连接的方法之一高频焊接技术引起人们的重视,成为连接领域新的研究热点,正在快速发展。浙江先进焊管机组售后保障焊管机组的工作特点是什么?
焊管机组的操作人员必须具备一定的专业知识和技能。因为焊管机组的操作涉及到高温、高压和强电等危险因素,操作人员必须严格按照操作规程进行操作,防止事故的发生。在进行焊接作业时,必须戴上防护眼镜、手套和红外线防护面具等个人防护装备,确保自身安全。操作人员还需要熟悉焊管机组的工作原理和操作步骤,熟练掌握焊接技术,以确保焊接质量和工作效率。在操作过程中,要时刻关注设备的运行状态,及时发现并处理异常情况,避免事故的发生。
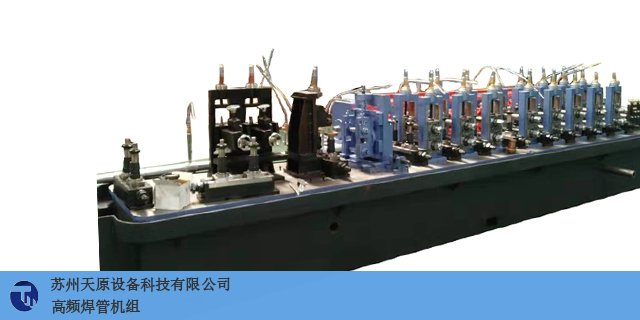
焊管机组是和直接的焊管区别还是很大的,直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。图片图片直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了补充:焊管是用带钢焊接的,所以在原来它的地位没无缝管高。焊管机组分高频和低频?

焊管机组如果出现辊跑偏,也可能是上辊压力不均上辊压力不均匀时,可造成上平辊倾斜压偏,使上下辊的孔型两则间隙不一样,这时,管坯就会向孔型问隙大的一侧跑偏,即在变形角小于90“时,管坯向压力小的一侧南起;变形角大于90*时,管还会向压力大的一侧翻起,可以见一下实际的图。封闭孔型中的管坯也会向压力小的方向旋转,以达到控制管缝的方向。遇到这种情况时,调整平辊的压下量,使上辊保持在水平位置上,并借助平辊的前道立辊加以辅助性的方向调整即可。焊管机组的轧压线是什么?正规焊管机组互惠互利
焊管机组到底是什么呢?江苏正规焊管机组规格
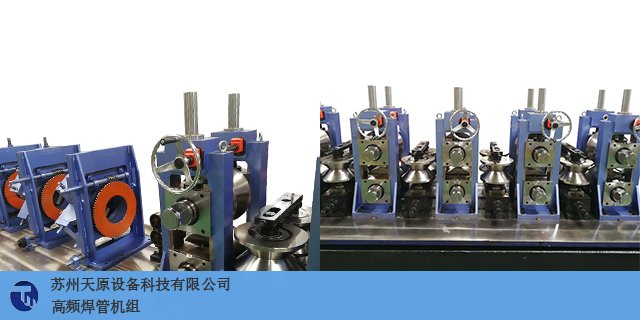
高频焊管机组应用:高频直缝焊管的改造、进步速度很快,从*初的辊式成型进行改进变成后期的排辊成型,一直到如今的柔性成型、直缘成型以及等刚性机架的揉入先进的科学技术模型,现如今所使用的成型已经日益趋于完善,可以说在某种程度上初步实现了智能化成型。而焊管技术流程中的焊接和热处理电源的技术,也从一开始的电子管式变成如今的全固态式,在原有的基础上很大程度地增加了燃料燃烧的功率。而且还引入了数字化、智能化等自动控制的操作理念。而且研究人员致力于对高频焊接过程所具有的问题进行研究,并提出切实可靠的解决方案,对存在的问题进行改善,研发出以焊区加强为hexin的焊接工艺与质量控制手段,使得焊缝性能已经很接近母材,经过完善一贯制的管理模式,将高频焊管的质量控制向上延伸到上游的原料设计与生产工艺。提高产品性能与品质水平,此技术海底管道和高钢级油井管等关键关节上获得范围广使用。江苏正规焊管机组规格
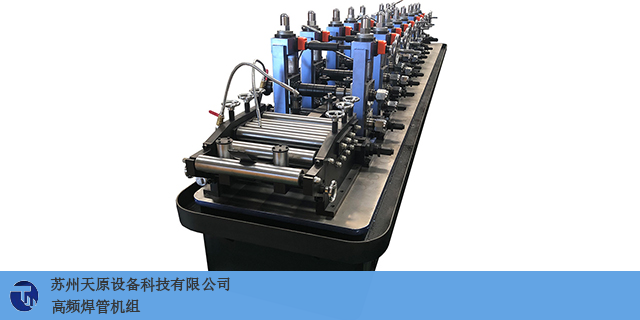
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在比较高...
- 上海正规焊管机组规格 2024-05-21
- 湖南性能优良焊管机组厂家报价 2024-05-21
- 天津自动化焊管机组客户至上 2024-05-21
- 安徽品质焊管机组哪家好 2024-05-21
- 安徽自动化焊管机组特价 2024-05-21
- 江西性能优良焊管机组产品介绍 2024-05-21
- 安徽销售焊管机组出厂价格 2024-05-21
- 山东性能优良焊管机组检查 2024-05-20
- 福建销售焊管机组客户至上 2024-05-20
- 安徽品质焊管机组保养 2024-05-20


- 江苏正规焊管机组规格 2024-05-20
- 辽宁先进焊管机组哪家好 2024-05-20
- 湖北性能优良焊管机组售后保障 2024-05-20
- 安徽正规焊管机组 2024-05-19
- 安徽先进焊管机组销售厂家 2024-05-19
- 河北好的焊管机组规格 2024-05-19





- 广东直销不锈钢焊管机什么价格 06-02
- 河南制造不锈钢焊管机哪里好 06-02
- 吉林直销不锈钢焊管机 06-02
- 广东直销不锈钢焊管机价格 06-02
- 工业不锈钢焊管机工厂直销 06-02
- 广东制造不锈钢焊管机厂家价格 06-01
- 河北制管设备生产厂家 06-01
- 甘肃制管设备工厂 06-01
- 青海制管设备定制价格 06-01
- 山东镀锌制管设备 06-01