
- 产地
- 江苏苏州
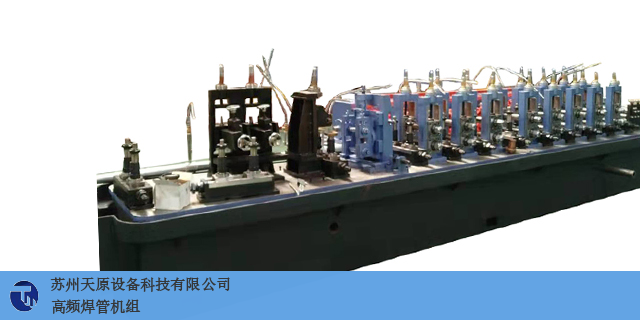
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
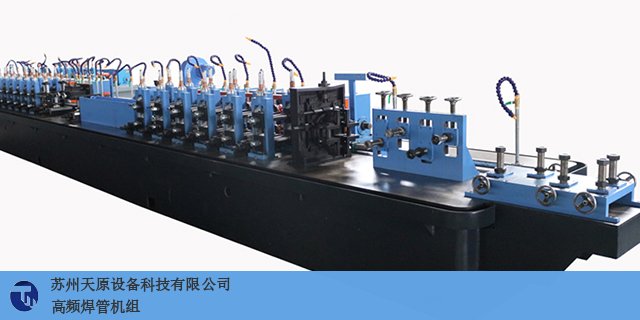
焊管机组能够得到这么范围广的应用跟它自身的优势是分不开的。焊管机组行业的发展如此迅速,要想立于不败之地,就需要提高焊管机组的生产质量,做好焊管机组的调试和日常维护工作。那么焊管机组日常维护及调试要注意什么呢?一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。还要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,如果出现故障的话,就要注意及时做相应的措施进行修理。高频焊管机组找谁购买?浙江直销焊管机组产品介绍
焊管机组
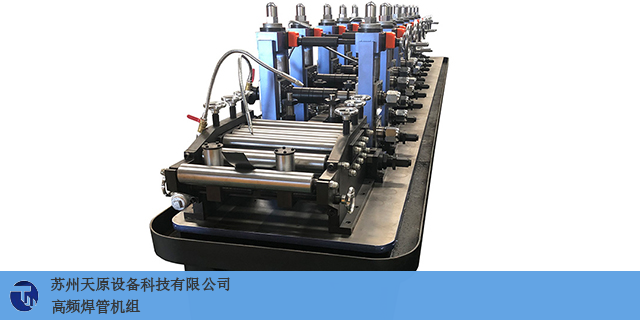
焊管机组立辊找正立辊找正可分为三步进行:第一步先确定各组立辊的开口间隙,也就是两立辊的轴间距然后找好每组立辊的中心位置;atlast是调整立辊的高度。立辊的开口间隙,以孔型设计时的变形开口宽度为依据,然后再收缩5mm左右为宜,收缩量太大时,会加快立辊孔型上边缘的磨损.同时亦增加了设备的负荷。立辊的中心要与平辊找正同时进行.以保证平辊立辊的中心位置都在同-一个中心线上。立辊孔型的中心线找完后,便可以将钢丝线降落在平辊孔型的底径位置上,开始找立辊的高度。立辊的高度以立辊孔型下边缘与钢丝线的高度相符为准,成型前几道立辊的高度,要根据立辊下辊环切除量的工艺参数而定。山西自动化焊管机组性能焊管机组厂家还有哪些产品?

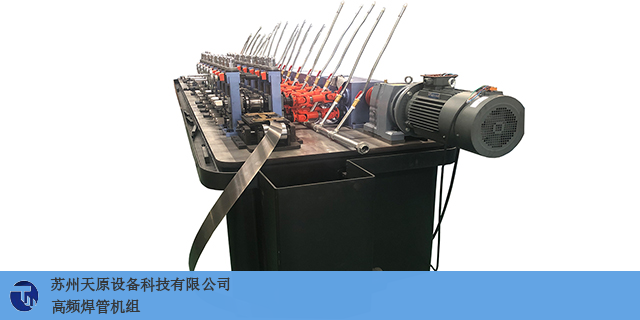
焊管机组是一种用于焊接钢管的设备,它在许多工程项目中都得到了广泛的应用。然而,焊管机组的使用需要注意一些问题,以确保安全和高效的操作。本文将从设备维护、安全操作和环境保护等方面介绍焊管机组的使用注意事项。首先,在使用焊管机组之前,必须对设备进行定期维护。焊管机组由许多部件组成,如焊接机、烟气处理设备、控制系统等,每个部件的正常工作都对整个机组的运行至关重要。因此,定期检查和维护设备是必不可少的。例如,焊接机需要检查电源和控制线路的连接是否牢固,电源电压是否稳定,电极是否磨损;烟气处理设备需要检查过滤器的清理情况,排风系统的正常运行等。定期的维护工作可以保证设备的长期稳定运行,延长设备的使用寿命。
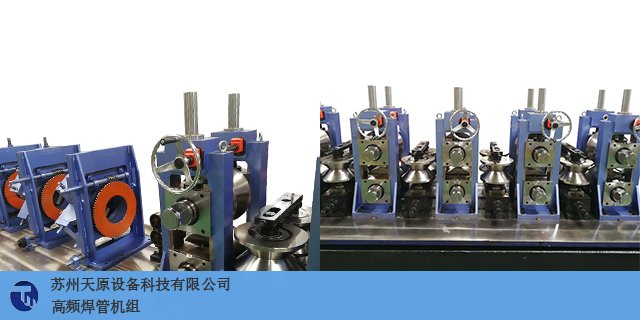
焊管机组还得了解相关的技术,比如高频焊。它的定义,高频焊(high-frequencywelding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专门设备。生产率高,焊接速度可达30m/分钟。主要用于制造管子时纵缝或螺旋缝的焊接焊管机组的使用注意说明。
焊管机组选择哪一种轧制底线,要根据焊管规格、机组状况、管坯材质以及焊管机组正常生产速度等因素而定,一般可遵循下列四条基本原则:(1)管径壁厚比(D/T比)原则;(2)机组原则,有些焊管机组的下轴标高是不可调的,因此通常只能按水平轧制底线布辊。;(3)管坯材质原则,要求根据管坯强度高低、软硬等选择轧制底线。当生产高qiang度焊管时,定径段提倡选用“上凸”或者“水平+上凸”轧制底线,这样矫直就会少走弯路,也会更顺利;(4)速度原则,正常生产时,焊接速度较快的机组,定径轧制底线上凸要比速度慢的机组大一点,反之要小一点。因为速度慢的机组,焊管冷却时间和在定径机中受到矫直力作用的时间都比速度快的机组要长,应力平衡更充分,焊管直度会更好。轧制底线选择得恰当与否,对焊管坯的横向变形、断面变形和纵向变形都会产生巨大影响。焊管机组售后问题找谁呢?河南自动化焊管机组铸造辉煌
焊管机组有相应的行业标准吗?浙江直销焊管机组产品介绍
高频焊管实际生产中会产生一些缺陷,有时不会是一种原因造成的,通常是多种因素综合作用而产生的。焊接缺陷的产生也会由焊接区域以外的其他原因造成,因此,对缺陷应综合考虑多方因素,细致的分析原因解决问题。夹杂物夹杂物缺陷的形成机理为金属氧化物没有随熔融的金属挤出而被夹在了焊接熔合面上而形成的一种缺陷。这些金属氧化物通常是在V角熔融的金属表面形成的,当带钢边缘接近速度小于熔化速度,熔化速度高于熔融金属排出速度的时候,会在V型口的顶点形成一个含有熔融金属和金属氧化物的夹杂带,金属氧化物经正常挤压不能完全排出,洁净的金属溶液面在锻焊过程中掺杂这些金属氧化物而形成缺陷。此类缺陷会导致焊缝压扁后开裂,在焊缝断口会看到夹杂物,这类缺陷呈现形式不同,有时会单个出现,有时会呈链状出现。夹杂物缺陷预防措施:(1)V形角严格控制在4~6(2)机组调整确保稳定的开口角长度(3)带钢化学成分中Mn/Si比大于8:1(4)减少焊接区域氧化预弧这类缺陷实际是预弧造成的熔合不足,通常是带钢边缘毛刺或或氧化皮、铁锈掉落在V角顶点前形成过桥,造成短路引起电流跳动产生预弧现象,短路电流改变了电流方向降低了V角处的热量。瞬时分流产生的缺陷。浙江直销焊管机组产品介绍

高频焊管的生产过程主要取决于产品的种类,从原材料到成品都需要经过一系列的工序,这些工艺的完成需要各种相应的机械设备和焊接、电气控制、检测设备。那么,在高频焊管的生产中,操作对焊接质量有什么影响呢?1.焊接压力焊接压力是焊接过程的主要参数之一。管坯两侧加热到焊接温度后,在挤压压力作用下形成普通金属晶粒,即相互结晶产生焊接,焊接压力影响焊缝的强度和韧性。当施加的焊接压力较小时,金属的焊接边不能完全压制,焊缝中的残余非金属夹杂物和金属氧化物由于压力小而不易排出,焊缝强度降低,焊接强度易开裂;当压力过高时,达到焊接温度的金属大多被挤压,这不仅降低了焊缝强度,而且还产生内外毛刺过大或堆焊等缺陷。因此,在...
- 安徽先进焊管机组销售厂家 2024-05-19
- 河北好的焊管机组规格 2024-05-19
- 上海机械焊管机组售后保障 2024-05-19
- 甘肃自动化焊管机组诚信为本 2024-05-19
- 江西先进焊管机组产品介绍 2024-05-19
- 安徽焊管机组 2024-05-19
- 吉林销售焊管机组经验丰富 2024-05-19
- 安徽直销焊管机组特价 2024-05-19
- 山西自动化焊管机组标准 2024-05-19
- 河北机械焊管机组厂家直销 2024-05-18


- 吉林品质焊管机组保养 2024-05-18
- 山西好的焊管机组价格合理 2024-05-18
- 浙江直销焊管机组诚信合作 2024-05-18
- 陕西焊管机组厂家报价 2024-05-18
- 江苏制造焊管机组机械结构 2024-05-17
- 山西制造焊管机组厂家供应 2024-05-17



- 江西先进焊管机组产品介绍 05-19
- 安徽焊管机组 05-19
- 吉林销售焊管机组经验丰富 05-19
- 安徽直销焊管机组特价 05-19
- 山西自动化焊管机组标准 05-19
- 河北机械焊管机组厂家直销 05-18
- 吉林好的焊管机组厂家供应 05-18
- 安徽正规焊管机组标准 05-18
- 吉林品质焊管机组铸造辉煌 05-18
- 山西好的焊管机组直销价格 05-18