
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在最高温度下不受挤压,从而降低焊接质量,增加功耗。实际生产经验表明,导向辊的纵向位置可以调整开角,通常变化在2°~6°之间。在导辊不能纵向调整的情况下,可以利用导圈厚度或闭合孔型来调节开角。哪里有批发焊管机组的厂家?吉林销售焊管机组经验丰富
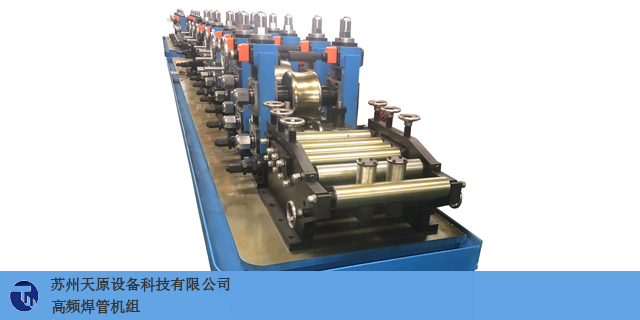
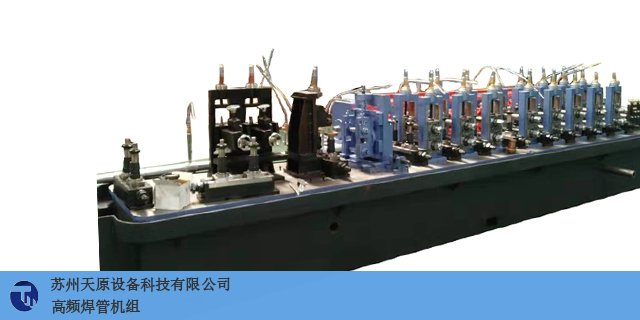
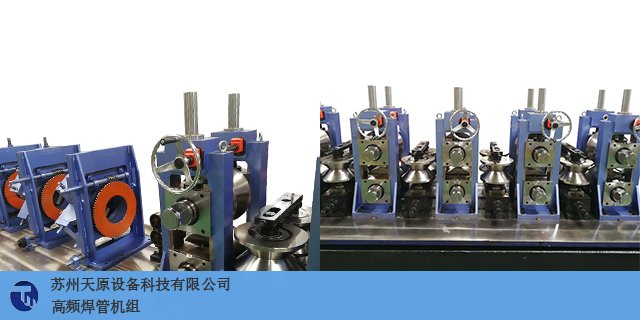
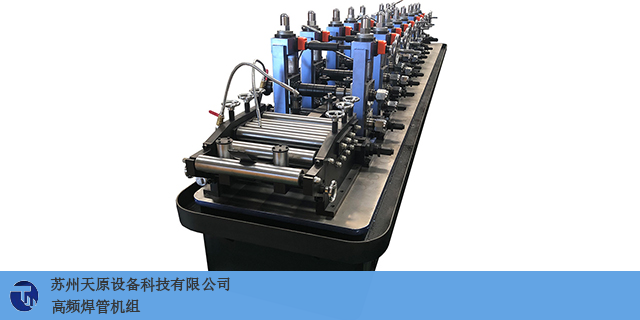
焊管机组
高频焊管机组在正常工作中,总会受到损坏,如何才能在日常生活中正确维护,从而延长其使用寿命是大家关心的问题,下面就来为大家讲解一下。在使用过程中,要严格按照说明书中的操作流程进行操作,在机械运转之前要检查机械的各个零部件是否能够正常工作,有没有出现什么故障,只有当机器的零件和指标都正常时,我们才能启动并投入生产,否则就会造成对机械的损耗。在检查了高频焊管机组的部件后再开机运行,在机械生产过程中,需要确保机械的温度和生产条件的稳定,如果机器出现故障,我们需要及时停止生产,检查机器的哪些部件出了故障,以免造成更大的损失,主要故障包括机械运转不稳定以及在运转过程中是否有异响等问题,出现问题就应该及时检查。常用的维护方法:1.平日要做好高频焊管机的检查工作,检查管道是否正常,如实记录固态高频焊管机机械状况,假如发现固态高频焊管机机械存在后患风险,应迅速检修,以免影响下面的正常使用。2.高频焊管机需要润滑的部位要按期润滑,用专门的润滑剂润滑,预防焊管生锈,镀锌是延长焊机使用寿命很好的方法,镀锌钢管前需要进行表面预处理,预处理通常包括脱脂(脱脂就是清理黑管外边油渍,污垢,是为了预防浸染酸洗的功效。山东品质焊管机组厂家供应焊管机组与焊管的区别?
从焊缝断口可以看到一个光亮、平坦的平面断口。有时没有带钢边缘毛刺或或氧化皮、铁锈等,但V角过小或电压过高也会产生预弧现象,这是由于带钢边缘的高压电放电造成的。预弧缺陷预防措施:(1)V形角严格控制在4~6(2)带钢的边缘清洁光滑无毛刺(3)保持冷却水清洁,控制冷却水流向,尽量避免流向V角熔合不足这类缺陷是由于两带钢边缘虽被加热但没有完全熔合,未形成良好的焊缝。导致熔合不足直接的原因是焊接时加热的热量不足。引起焊接热量不足的相关因素很多,例如高频功率的输出、V角角度和加热长度,磁棒的位置,磁棒的工况及冷却、感应圈的尺寸、焊接速度等等。这些因素互相影响,综合产生作用导致此类缺陷。熔合不足缺陷防止措施:(1)焊接输入热量与焊接速度的匹配,管坯原材料特性(2)磁棒工况(3)V角角度及加热长度(4)感应圈规格设备的稳定性及良好状态是不产生缺陷的基本条件,完善工艺参数的记录和分析工作,可以提高管子的质量。
焊管与焊管机组是不一样的,焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。焊接钢管生产工艺简单,生产效,品种规格多,设备少,但一般强度低于无缝钢管。1、焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。而且,相对而言,较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊2、按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。3、按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。4、按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管、脚手架管和螺旋焊管。什么行业要用到焊管机组?

高频焊的焊管机组中,高频焊的特点:1、由于电流高度集中于焊接区,加热速度极快,因而焊接速度可高达150~200m/min。2、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。3、焊前焊件表面可以不进行清理工作,因而提高了效率。4、能焊的金属种类广,产品的形状规格多。高频焊的不足之处:焊接时对装配质量要求高尤其是连续高频焊接型材时,装配和焊接都已实现自动化,任何因素造成V形开口形状的变化都会影响焊接质量。电源回路的高压部分对人身与设备的安全有威胁,要有特殊的保护措施。焊管机组的平均价格水平是什么?湖北直销焊管机组铸造辉煌
焊管机组要注意这些常见的问题!吉林销售焊管机组经验丰富
高频焊技术也会用于焊管机组中,它的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流zhi沿导体表层流动的一种物理现象。导体的电阻率越低、磁导率越大、电流的频率越高,其集肤效应越有用。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率。吉林销售焊管机组经验丰富
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在最高...
- 上海正规焊管机组规格 2024-05-21
- 湖南性能优良焊管机组厂家报价 2024-05-21
- 天津自动化焊管机组客户至上 2024-05-21
- 安徽品质焊管机组哪家好 2024-05-21
- 安徽自动化焊管机组特价 2024-05-21
- 江西性能优良焊管机组产品介绍 2024-05-21
- 安徽销售焊管机组出厂价格 2024-05-21
- 山东性能优良焊管机组检查 2024-05-20
- 福建销售焊管机组客户至上 2024-05-20
- 安徽品质焊管机组保养 2024-05-20


- 江苏正规焊管机组规格 2024-05-20
- 辽宁先进焊管机组哪家好 2024-05-20
- 湖北性能优良焊管机组售后保障 2024-05-20
- 安徽正规焊管机组 2024-05-19
- 安徽先进焊管机组销售厂家 2024-05-19
- 河北好的焊管机组规格 2024-05-19





- 广东直销不锈钢焊管机什么价格 06-02
- 河南制造不锈钢焊管机哪里好 06-02
- 吉林直销不锈钢焊管机 06-02
- 广东直销不锈钢焊管机价格 06-02
- 工业不锈钢焊管机工厂直销 06-02
- 广东制造不锈钢焊管机厂家价格 06-01
- 河北制管设备生产厂家 06-01
- 甘肃制管设备工厂 06-01
- 青海制管设备定制价格 06-01
- 山东镀锌制管设备 06-01