
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
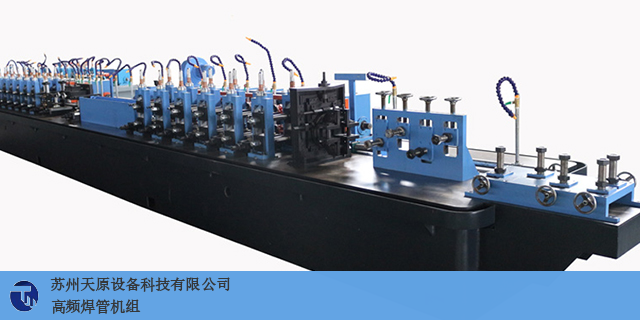
直缝高频焊管具有工艺简单,连续生产的特点,应用于民用建筑、石化,轻工等部门,多用于输送低压流体或做成工程构件及轻工产品,高频焊管的知识要点有哪些呢,下面给大家介绍一下。开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊和质量有很大影响,当减小开口角时,边缘之间的距离也减小,从而邻近效应增强,在其他条件相同的情况下,可以增加边缘的加热温度,从而增加焊和速度,开口角如果过小时,从汇合点到挤压辊中间线的距离会变长,从而导致边缘不是在高温度下受到挤压,这将降低焊和质量并增加功耗。实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化,当导向辊不能纵向调节时,可以通过使用导向环的厚度或压下封闭孔型来调整开口角的大小。感应器的放置位置对焊和质量有很大影响,当远离挤压辊中间线时,加热时间长,热影响区宽,降低了焊和强度。相反,边缘加热不足也会降低焊和强度,感应器应与管同心放置,其前端与挤压辊中间线之间的距离约等于或小于管道直径。阻抗器(磁棒)的放置位置不但对焊和速度有很大影响,而且对质量也有很大影响,实践证明阻抗器前端位置正好在挤压辊中间线处时。焊管机组售后问题找谁呢?甘肃正规焊管机组性能
焊管机组
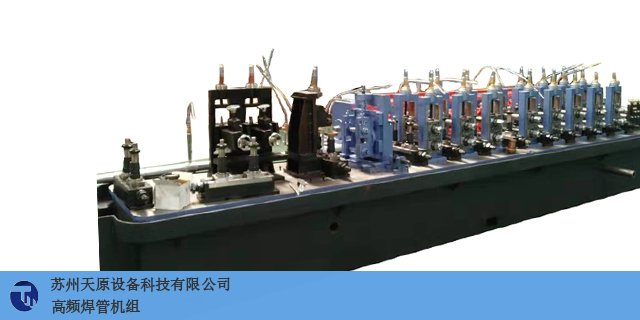
苏州天原设备科技有限公司高频焊管机组保养建议:高频焊管机组在正常工作中,总会受到损坏,如何才能在日常生活中正确维护,从而延长其使用寿命是大家关心的问题,下面就来为大家讲解一下。在使用过程中,要严格按照说明书中的操作流程进行操作,在机械运转之前要检查机械的各个零部件是否能够正常工作,有没有出现什么故障,只有当机器的零件和指标都正常时,我们才能启动并投入生产,否则就会造成对机械的损耗。在检查了高频焊管机组的部件后再开机运行,在机械生产过程中,需要确保机械的温度和生产条件的稳定,如果机器出现故障,我们需要及时停止生产,检查机器的哪些部件出了故障,以免造成更大的损失,主要故障包括机械运转不稳定以及在运转过程中是否有异响等问题,出现问题就应该及时检查。机器使用一段时间后,要注意定期润滑和清洁机器,确保其清洁,只有这样机器才能正常运行,使用过程中才比较轻便,机器中老化的零件需要及时更换,以确保机器正常运行,还有就是在机器不使用的时候也要好好地保管高频焊管机组,不能任意丢弃。常用的维护方法:1.平日要做好高频焊管机的检查工作,检查管道是否正常,如实记录固态高频焊管机机械状况。陕西品质焊管机组售后保障高频焊管机组与焊管机组是不一样的。

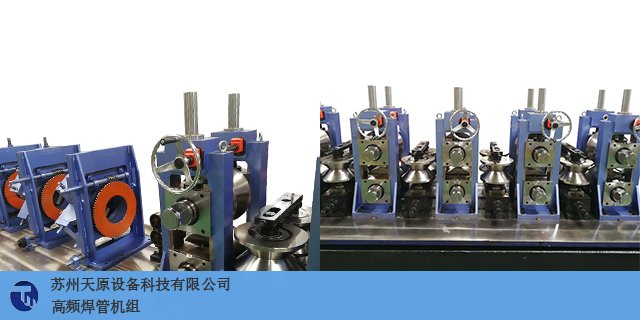
焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。
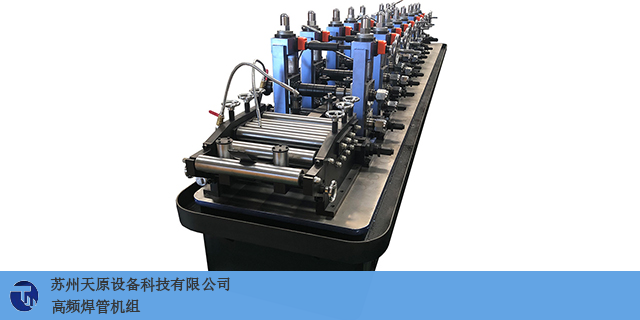
选用优良的正反面电弧焊,可使焊和保持在好的位置,不易出现边缘偏移、焊和误差、焊缝不完整等现象,焊和质量易于控制,对高频焊管进行100%的产品质量检验,合理检验和网络监控钢管生产的过程,合理确保产品质量,生产线的机器设备都有与计算机数据采集系统连接的功能,能够迅速保持传输数据。高频焊管有哪些优点?与无缝管相比较,高频焊管生产具有连续性强、效率高、成本低的特点,焊管在整个管道中的比重也在增加,高频焊管的生产从生产效率和经济效益来看,具有没污染、低噪声的特点,不产生废水和废气,生产中采用循环水冷,节省人力,单班需要5-8人就可以了。在使用方面,随着焊管焊和质量和无损检测的升高,焊管的使用越来越受欢迎,逐渐取代了无缝钢管,焊管的增长速度比无缝钢管快。高频焊管工艺在许多方面都有优势,对管坯材质和钢管规格尺寸的适应性较广,高频焊管不但可以升高焊和速度,同时可以获得热影响区小及烧透性良好的焊缝。高频焊管机组可以正常生产异性管,同时生产更多的方、矩形管,由于方形和矩形管具有较大的截面模数,可以承受较大的弯曲力,节省大量金属,节省加工时间,减轻部件重量,因此在工农业各个方面都有普遍的应用。江苏这些企业有焊管机组的使用需求。
焊管机组轴承损坏下平辊轴承损坏后,在上平辊的压力下,破坏了轧制线的高度位置.使管坯旱向下走势,在进人立提时就很容易钻人立辊的辊缝行,特别是立组收编量较大时,更容易使管环发生“钻带”现象。立辊高座不合适由于立报孔型的高度高于轧制线后,就比较容易发生“钻帶”,特别是在引带头时,这一现象就更容易发生.在成型的前两道立辊处,由于两个立辊的辊缘间距较大,空间也更大,在立辊高度不合适时。就会出现划伤,卡挤和钻帶现象,是这种事故的多发区。所以在组装这两对文辊时,可适当将高度降低0.5mm左右,并根据平辊底径的磨損情况,随时降低立辊的高度。高频焊管机组的调整及生产故障分析。销售焊管机组机械结构
什么行业要用到焊管机组?甘肃正规焊管机组性能
根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝钢管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力和轴向应力。总有人问,螺旋钢管与直缝钢管有什么不同?哪个会更好?一般DN350以上,管径较大的为什么要用螺旋钢管而不用直缝钢管呢?原因我们现在来解说。具体说来,螺旋钢管和直缝钢管都是属于焊管的一种焊缝形式。两者一般在使用范围不一样。螺旋钢管因为焊缝是螺旋的,故所承受液体的压力会分布在管子各侧,增强管子的强度。如果用直缝钢管的话,一般的大管子都是用钢板卷起来直焊,所需较大的钢板,增加了制作难度,故管径较大的会使用螺旋管。甘肃正规焊管机组性能
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在比较高...
- 上海正规焊管机组规格 2024-05-21
- 湖南性能优良焊管机组厂家报价 2024-05-21
- 天津自动化焊管机组客户至上 2024-05-21
- 安徽品质焊管机组哪家好 2024-05-21
- 安徽自动化焊管机组特价 2024-05-21
- 江西性能优良焊管机组产品介绍 2024-05-21
- 安徽销售焊管机组出厂价格 2024-05-21
- 山东性能优良焊管机组检查 2024-05-20
- 福建销售焊管机组客户至上 2024-05-20
- 安徽品质焊管机组保养 2024-05-20


- 江苏正规焊管机组规格 2024-05-20
- 辽宁先进焊管机组哪家好 2024-05-20
- 湖北性能优良焊管机组售后保障 2024-05-20
- 安徽正规焊管机组 2024-05-19
- 安徽先进焊管机组销售厂家 2024-05-19
- 河北好的焊管机组规格 2024-05-19





- 广东直销不锈钢焊管机什么价格 06-02
- 河南制造不锈钢焊管机哪里好 06-02
- 吉林直销不锈钢焊管机 06-02
- 广东直销不锈钢焊管机价格 06-02
- 工业不锈钢焊管机工厂直销 06-02
- 广东制造不锈钢焊管机厂家价格 06-01
- 河北制管设备生产厂家 06-01
- 甘肃制管设备工厂 06-01
- 青海制管设备定制价格 06-01
- 山东镀锌制管设备 06-01