
- 产地
- 江苏苏州
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
除了趋肤效应,邻近效应是电流的另一个特征,当大小相等,方向相反的交流电通过两个相邻的导体时,电流会流过两个导体相邻的内侧表面层,而当两导体通过大小相等,方向相同的交流电时,电流会流过两个导体的外侧表面层,电流的邻近效应使得导体中的电流进一步不均匀,正是这种不均匀成就了高频焊管。邻近效应强弱与以下三个因素有关:1.距离两个导体之间的相邻距离越近,邻近效应越强,特别是当两个导体之间的距离接近或趋于零时,导体中的电流几乎都汇聚到相邻层,使相邻表面上的电流急剧增加,导致相邻表面发热,例如汇聚到挤压点位置,对于高频焊管工艺的制定具有重要意义,越靠近开口的V角顶点,带钢两边缘的距离越近,因此邻近效应越强,带钢边缘温度越高,直到接近金属的熔点,并在随后挤压辊的挤压力作用下实现焊合,因此,邻近效应要求焊管工艺需要注意V形开口的尺寸,这与焊合热量、速度和质量有关。2.比值,邻近效应强弱与导体尺寸厚度的一半和电流浸透度之比关系密切,比值越大,邻近效应越强,相反,比值越小,邻近效应越弱,可参见公式:比值=导体厚度/2浸透度。3.频率,电流频率越高,基于趋肤效应基础上的邻近效应越强。操作焊管机组要注意的事项。安徽直销焊管机组性能
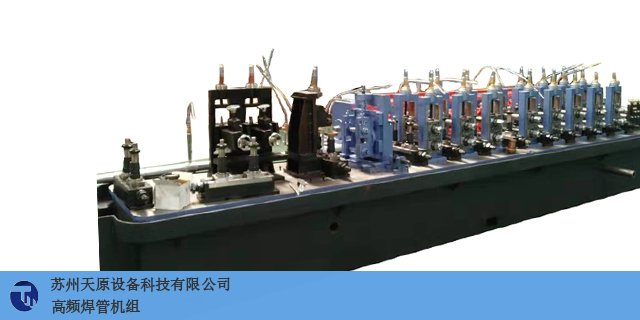
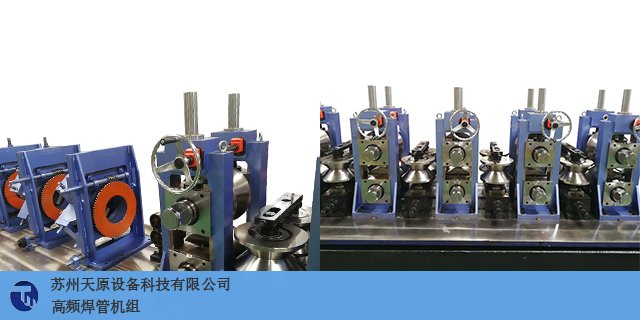
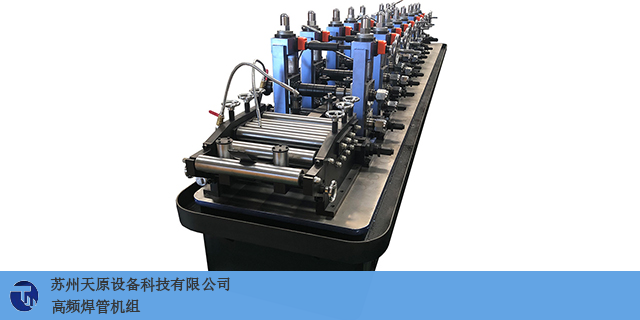
焊管机组
焊管机组轧制线平时隐性存在的这条线主要表现在以下方面:1.从焊管机组侧面看,它叫做“轧制底线”,是所有下平辊孔型喉径和所有立辊孔型完整弧线外缘点的安装基准,要求全部平辊孔型喉径点和全部立辊完整孔型外缘点的连线必须与轧制底线重合。轧制底线具有只有性与多样性特点。只有性是针对每一次具体换辊及其生产周期,它是只有的校调基准;多样性则是指轧制底线具有“水平”、“上山”、“下山”、“直线”与“曲线”等不同形制。轧制底线不同,对成型管坯边缘纵向延伸量的多少与性质会产生重要影响。2.从焊管机组上面看,它叫“轧制中线”,是所有轧辊孔型及前后配套设备的对称线,其对焊管线所有主机辅机设备的联动性及正常生产运行及其重要。当采用水平轧制底线时,轧制中线的投影与之重合。由此可见,轧制底线与轧制中线的关系为:轧制底线可以当成轧制中线使用,这也是在日常换辊操作中,只拉轧制底线而不用拉轧制中线的缘故。好的焊管机组规格焊管机组分高频和低频?

产品名称:Φ32高频直缝焊管生产线详细介绍:1、焊管产品主要规格:(1)成品钢管直径:φ12.7-φ38.1mm(2)成品钢管壁厚:0.6mm-1.8mm(3)成品钢管长度:4-8mm(4)定尺精度:3mm2、原材料条件:(1)带钢为低碳钢、低合金结构纵剪带钢卷(2)带钢宽度:39mm-120mm、(3)带钢厚度:0.6mm-1.8mm(4)带钢卷内径:470mm-510mm(5)带钢卷外径:φmax=2000mm(6)带钢重量:1000kg3、成型焊接速度:max100m/min4、成型设备:开卷机手动剪切机笼式活套(带夹送装置)或卧式螺旋活套焊管机飞锯机辊道台架料框高频设备拖动系统轧辊高频焊管机又被称为:高频焊管机组,高频焊管设备,焊管机,焊管机组,焊管设备,高频制管机,高频制管机组,高频制管设备,制管机,制管机组,制管设备
高频焊管的生产过程主要取决于产品的种类,从原材料到成品都需要经过一系列的工序,这些工艺的完成需要各种相应的机械设备和焊接、电气控制、检测设备。那么,在高频焊管的生产中,操作对焊接质量有什么影响呢?1.焊接压力焊接压力是焊接过程的主要参数之一。管坯两侧加热到焊接温度后,在挤压压力作用下形成普通金属晶粒,即相互结晶产生焊接,焊接压力影响焊缝的强度和韧性。当施加的焊接压力较小时,金属的焊接边不能完全压制,焊缝中的残余非金属夹杂物和金属氧化物由于压力小而不易排出,焊缝强度降低,焊接强度易开裂;当压力过高时,达到焊接温度的金属大多被挤压,这不仅降低了焊缝强度,而且还产生内外毛刺过大或堆焊等缺陷。因此,在实际应用中,应根据不同的规格获得合适的焊接压力。由于管坯宽度和厚度的可能公差,以及焊接温度和焊接速度的波动,可能涉及焊接挤压压力的变化。焊接挤压量一般通过调整挤压辊之间的距离来控制,也可以通过挤压辊前后的管径来控制。2.焊接速度焊接速度也是焊接过程中的主要参数之一,它与加热系统、焊缝变形速度和相互结晶速率有关。高频焊接时,焊接质量随着焊接速度的加快而提高,这是因为加热时间的缩短了边缘加热区的宽度。你知道江苏哪里有焊管机组厂家吗?

焊管机组能够得到这么范围广的应用跟它自身的优势是分不开的。焊管机组行业的发展如此迅速,要想立于不败之地,就需要提高焊管机组的生产质量,做好焊管机组的调试和日常维护工作。那么焊管机组日常维护及调试要注意什么呢?一般来说,焊管机组的制定一定要符合安全操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的健康和安全造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏。还要注意调整焊管机组中飞锯的单向阀,要注意飞锯小车和钢管生产速度保持同步,这样可以有效的避免锯片被损坏。在日常生活中还要注意定期的对焊管机组进行检查和维修,及时的了解焊管机组的性能,如果出现故障的话,就要注意及时做相应的措施进行修理。你还不知道焊管机组使用要注意这些!黑龙江好的焊管机组直销价格
焊管机组的轧压线是什么?安徽直销焊管机组性能
焊管机组的找正,孔型找正是调整工作的第一步,找正时可选用φ0.5mm的钢丝线一根,以成型机的喂入轮到定径机的校直辊为基本长度,确定好轧制线的中心位置后,将钢丝线拉紧固定,钢丝线的高度位置要略高于平辊底径部位2mm以上,这样可以防止钢丝线与孔型弧面接触而影响孔型的找正效果。这条钢丝线就是孔型找正时的中心基准线。平辊找正平辊的找正方法有两种:一种是根据各道孔型轧辊的厚度不同,配置了不同厚度的固定垫套,但是这种找正方法,在等部件加工精度达不到要求时,组装后容易产生累计误差,直接影响着孔型找正的效果。二是用锁母配合调整轧辊在轴上的位置,使每道轧辊的孔型中心都能够与中心线重合。孔型中心的定位是用专门样板检查。检查时,将样板放人被找正的孔型内,然后缓慢抬起上端,当钢丝线能够顺利地落人样板的中心精内,便说明孔型的中心位置正确,否则就需要做轴向移动调整。这是一种比较简单的找正方法。安徽直销焊管机组性能
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在比较高...
- 上海正规焊管机组规格 2024-05-21
- 湖南性能优良焊管机组厂家报价 2024-05-21
- 天津自动化焊管机组客户至上 2024-05-21
- 安徽品质焊管机组哪家好 2024-05-21
- 安徽自动化焊管机组特价 2024-05-21
- 江西性能优良焊管机组产品介绍 2024-05-21
- 安徽销售焊管机组出厂价格 2024-05-21
- 山东性能优良焊管机组检查 2024-05-20
- 福建销售焊管机组客户至上 2024-05-20
- 安徽品质焊管机组保养 2024-05-20


- 江苏正规焊管机组规格 2024-05-20
- 辽宁先进焊管机组哪家好 2024-05-20
- 湖北性能优良焊管机组售后保障 2024-05-20
- 安徽正规焊管机组 2024-05-19
- 安徽先进焊管机组销售厂家 2024-05-19
- 河北好的焊管机组规格 2024-05-19






- 山东镀锌制管设备 06-01
- 河北制管设备工厂 06-01
- 高精度制管设备厂家供应 06-01
- 机械制管设备代理 06-01
- 陕西本地制管设备 06-01
- 安徽直缝制管设备 06-01
- 山西销售不锈钢焊管机厂家价格 05-31
- 不锈钢焊管机哪家好 05-31
- 上海不锈钢焊管机出厂价格 05-31
- 陕西工业不锈钢焊管机有哪些 05-31