
- 产地
- 江苏苏州
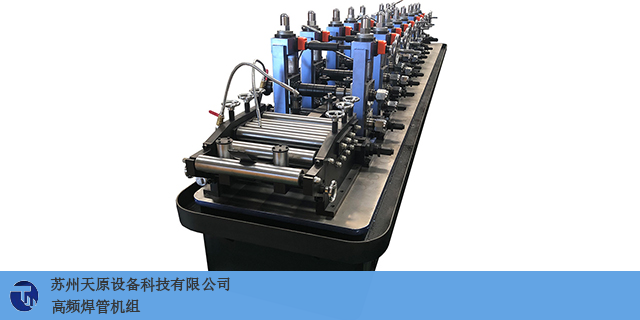
- 品牌
- 天原
- 型号
- 多样
- 是否定制
- 是
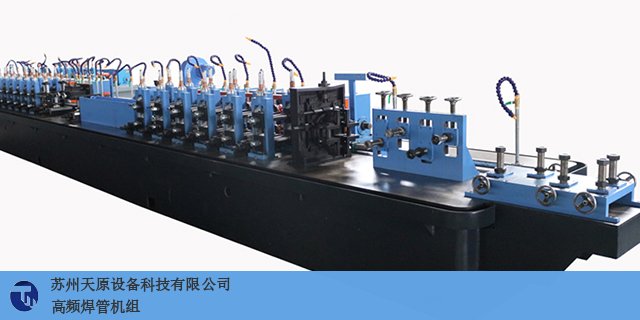
焊管机组是焊管生产线的long头设备,机组的正常运行对于提高生产效率增长经济效益,保障产品质量等,都起到了至关重要的作用。所以焊管机组的调整,以及故障的准确判断和及时处理就显得尤为重要。下面我们着重从以上两个方面加以探讨。我们这里所说的调整是指孔型安装时的调试工作,只要管坯能够在机组里正常平稳地运行,生产出合格的产品来,就可以说完成了调整任务.在以后的生产中,所进行的一系列调整应该归纳到故障处理中。就焊管机组调整而育应分为几个步骤进行。焊管机组要关注这些事项。江西性能优良焊管机组调试
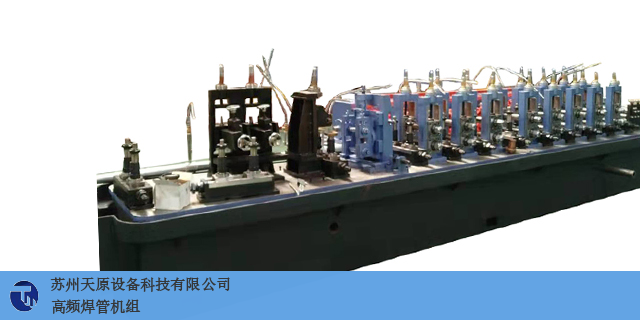
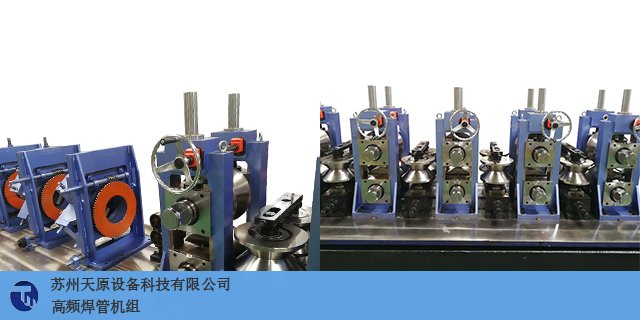
焊管机组
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在最高温度下不受挤压,从而降低焊接质量,增加功耗。实际生产经验表明,导向辊的纵向位置可以调整开角,通常变化在2°~6°之间。在导辊不能纵向调整的情况下,可以利用导圈厚度或闭合孔型来调节开角。甘肃性能优良焊管机组标准高频焊管机组的调整及生产故障分析。
焊管机组出现立辊收缩量小,在封闭孔型处所发生的管坯钻人平辊辊缘缝隙内,多因平辊前的立辊收缩量不足,使管坯的横向尺寸,远远大于封闭孔型的横向尺寸。在平辊的压力加大时,封闭孔型内不能完全容纳下管还,使之在进人平辊孔型瞬间向两侧扩张时被辊缘咬人,轻者发生划伤,重者挤出耳子,直至钻人辊緣缝隙内。这时需要加大立辐的收编量,使管坯在立辊的作用下,成为立椭圈形,更加容易进人封闭孔型内。同时适当减小封团孔型的上转压力,使封闭孔型更好地包容管坯。当然封闭孔型的R取值也是至关重要的。立辊不正封闭孔型的前道立辊中心位置不正时,会把管坯运行方向导偏,严重时就会将管坯直接导人封闭孔型的辊缘内
选用优良的正反面电弧焊,可使焊和保持在好的位置,不易出现边缘偏移、焊和误差、焊缝不完整等现象,焊和质量易于控制,对高频焊管进行100%的产品质量检验,合理检验和网络监控钢管生产的过程,合理确保产品质量,生产线的机器设备都有与计算机数据采集系统连接的功能,能够迅速保持传输数据。高频焊管有哪些优点?与无缝管相比较,高频焊管生产具有连续性强、效率高、成本低的特点,焊管在整个管道中的比重也在增加,高频焊管的生产从生产效率和经济效益来看,具有没污染、低噪声的特点,不产生废水和废气,生产中采用循环水冷,节省人力,单班需要5-8人就可以了。在使用方面,随着焊管焊和质量和无损检测的升高,焊管的使用越来越受欢迎,逐渐取代了无缝钢管,焊管的增长速度比无缝钢管快。高频焊管工艺在许多方面都有优势,对管坯材质和钢管规格尺寸的适应性较广,高频焊管不但可以升高焊和速度,同时可以获得热影响区小及烧透性良好的焊缝。高频焊管机组可以正常生产异性管,同时生产更多的方、矩形管,由于方形和矩形管具有较大的截面模数,可以承受较大的弯曲力,节省大量金属,节省加工时间,减轻部件重量,因此在工农业各个方面都有普遍的应用。焊管机组的工作原理是什么?
与焊管机组相近的名词有高频焊,发明于上世纪50年代初,并很快应用于工业生产。它是利用10~500kHz高频电流经焊件连接面产生电阻热,并在施加或不施加压力的情况下,达到原子间结合的一种焊接方法。目前,高频焊主要应用于机械化或自动化程度颇高的管材、型材生产线。焊件材质可为钢、有色金属,管径范围为6~1420mm、壁厚为0.15~20mm。小径管多采用直焊缝;大径管多采用螺旋焊缝。近年来,作为连接的方法之一高频焊接技术引起人们的重视,成为连接领域新的研究热点,正在快速发展。焊管机组前沿的技术说明。河南直销焊管机组规格
操作焊管机组要注意的事项。江西性能优良焊管机组调试
高频焊的焊管机组中,高频焊的特点:1、由于电流高度集中于焊接区,加热速度极快,因而焊接速度可高达150~200m/min。2、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。3、焊前焊件表面可以不进行清理工作,因而提高了效率。4、能焊的金属种类广,产品的形状规格多。高频焊的不足之处:焊接时对装配质量要求高尤其是连续高频焊接型材时,装配和焊接都已实现自动化,任何因素造成V形开口形状的变化都会影响焊接质量。电源回路的高压部分对人身与设备的安全有威胁,要有特殊的保护措施。江西性能优良焊管机组调试
缩短了形成金属氧化物的时间。当焊接速度降低时,不仅加热区变宽,熔区宽度也随着输入热的变化而变化,导致内部毛刺变大,在低速焊接中,输入热量少,焊接难度大,如果不按规定值进行焊接,很容易产生缺陷。因此,在高频焊管中,应根据不同的规格选择合适的焊接速度,并以该装置的机械设备和焊接设备允许的合适焊接速度为限。3.开口角开口角是指挤压辊前部管坯两边之间的夹角。开角关系到烧成过程的稳定性,对焊接质量有很大的影响。当开口角减小时,边缘之间的距离也减小,从而增强了邻近效应。在相同的其它条件下,可以提高边部的加热温度,从而提高焊接速度。在开角过小的情况下,挤压辊的汇合点与中心线之间的距离会被延长,导致边缘在比较高...
- 上海正规焊管机组规格 2024-05-21
- 湖南性能优良焊管机组厂家报价 2024-05-21
- 天津自动化焊管机组客户至上 2024-05-21
- 安徽品质焊管机组哪家好 2024-05-21
- 安徽自动化焊管机组特价 2024-05-21
- 江西性能优良焊管机组产品介绍 2024-05-21
- 安徽销售焊管机组出厂价格 2024-05-21
- 山东性能优良焊管机组检查 2024-05-20
- 福建销售焊管机组客户至上 2024-05-20
- 安徽品质焊管机组保养 2024-05-20


- 江苏正规焊管机组规格 2024-05-20
- 辽宁先进焊管机组哪家好 2024-05-20
- 湖北性能优良焊管机组售后保障 2024-05-20
- 安徽正规焊管机组 2024-05-19
- 安徽先进焊管机组销售厂家 2024-05-19
- 河北好的焊管机组规格 2024-05-19





- 河南焊管设备多少钱 05-28
- 重庆直销不锈钢焊管机厂家直销 05-28
- 湖南购买不锈钢焊管机出厂价格 05-28
- 重庆工程不锈钢焊管机推荐厂家 05-28
- 山东哪里有不锈钢焊管机什么价格 05-28
- 辽宁直销不锈钢焊管机联系人 05-28
- 无缝焊管设备价格 05-28
- 湖南高频焊管设备 05-27
- 湖北哪里有不锈钢焊管机直销价格 05-27
- 上海工程不锈钢焊管机哪个好 05-27