选型过程中如何平衡标准配置与定制化需求在利迅达机台的选型过程中,如何在经济高效的标准配置与完美契合自身需求的定制化(“D”选项)之间找到平衡点,是每个用户需要面对的**决策。标准配置是利迅达基于大量行业应用经验总结出的比较好性价比方案,其优势在于技术成熟、交付周期短、价格相对稳定、且备件...
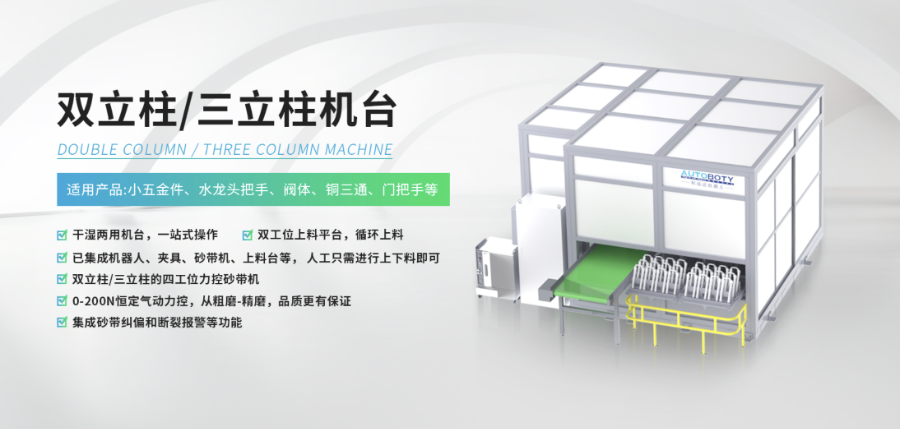
双立柱/三立柱机台基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-ABB2600-D-3A-2-FD-D
- 电压
- 380
- 加工定制
- 是
- 用途
- 打磨抛光
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
双立柱/三立柱机台企业商机
自动化打磨单元与工厂MES系统的数据集成前景随着智能制造的发展,利迅达机台不**是一个孤立的加工单元,其与工厂制造执行系统(MES)的数据集成前景广阔,能带来巨大的管理效益。通过加装必要的传感器和通信接口(如PLC、工业网关),机台可以向上层MES系统实时传输大量有价值的生产数据。这些数据包括:实时产量计数,监控生产进度;设备运行状态(运行、待机、故障、换料),计算设备综合效率(OEE);每个工件的加工参数(如实际压力、磨削时间),用于质量追溯与分析;砂带等耗材的使用寿命预警,触发自动备件申请;以及故障报警代码和历史记录,辅助快速维修决策。MES系统在接收到这些数据后,可以进行深度应用:生成动态的生产看板,让管理者对现场一目了然;当实际产量落后于计划时,系统可发出预警;通过分析OEE的三大要素(时间开动率、性能开动率、合格品率),找出影响产能的瓶颈;建立完整的产品质量档案,实现从原材料到成品的全生命周期追溯。利迅达机台作为智能工厂的一个节点,其数据集成能力使其从单纯的“生产工具”演进为“信息源”,为工厂的数字化、透明化、智能化管理提供了底层数据支撑,这是工业。 AUTOBOTY品牌专注于表面处理解决方案。桂林自动化双立柱/三立柱机台维修

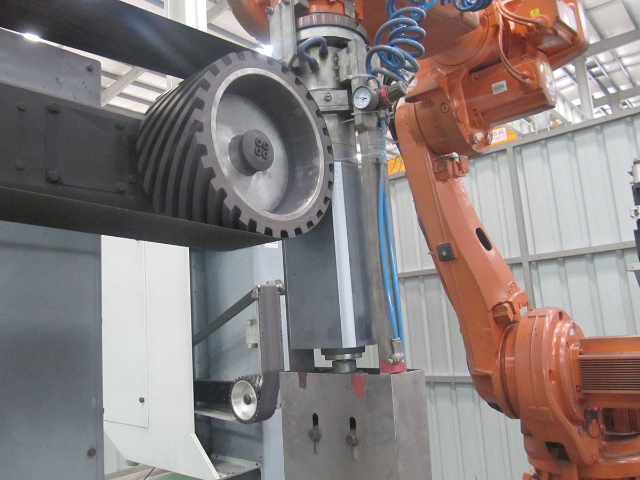
“0-200N恒定气动力控”是确保利迅达机台加工品质稳定性的**技术之一。在传统的手工打磨或一些简单的机械打磨中,工具与工件之间的接触压力往往是不稳定的,依赖于工人的手感或弹簧的被动补偿,这直接导致磨削量不均匀,表面质量波动大。利迅达采用的力控系统,通常由气缸、精密调压阀、传感器及控制系统组成。它能够主动地、实时地将砂带与工件之间的接触压力维持在一个用户预设的恒定值上,这个值可以在0到200牛顿(N)的范围内无级调节。其工作原理是:系统通过气压驱动一个执行机构,使砂带机头具备一个向工件方向靠近的趋势,同时通过力传感器或压力反馈机制,实时监测实际的压力值。当压力偏离设定值时,控制系统会立即调整气缸的压力或位置,进行补偿,从而将压力稳定在目标值。例如,在进行粗磨时,可以设置较高的压力(如150N),以实现高效的材料去除;而在进行精磨或抛光时,则设置较低的压力(如50N),以获得光滑的表面并避免过切。这种恒力控制的好处是显而易见的:它确保了同一批工件中的每一个,以及同一个工件的每一个部位,所接受的磨削条件是完全一致的。这从根本上消除了因压力波动导致的质量差异,极大地提高了产品的一致性和合格率。 桂林自动化双立柱/三立柱机台维修两工位补蜡系统满足中等生产要求。

从单立柱到三立柱:如何根据产能需求进行升级规划用户在规划自动化项目时,需要具备前瞻性,考虑未来的产能扩张需求。利迅达提供的从单立柱(1A)到双立柱(2A)再到三立柱(3A)的系列化产品,为这种升级规划提供了清晰的路径。在项目初期,如果预算有限或产能需求不高,可以选择单立柱双工位(1A)配置。这是一个功能完备的入门单元,能够胜任大多数产品的两步法加工(如粗精磨)。此时,在厂房布局和基础设施(如气源、电源容量)规划上,就应预先考虑未来升级的可能性,预留出足够的空间和接口。当市场需求增长,需要进一步提升产能或工艺复杂度时,升级路径就变得清晰。用户可以向利迅达咨询,将现有的单立柱机台升级为双立柱。这可能涉及在原有底座上增加第二个立柱和相应的砂带机工位,并对机器人程序和电气控制系统进行扩展。这种升级通常比重新购买一台新设备成本更低,周期更短。同样,从双立柱升级到三立柱也是可行的。这种模块化、可扩展的设计理念,保护了用户的初始投资,避免了因产能快速提升而导致的设备快速淘汰。用户在选型时,不应**着眼于当前需求,而应与供应商深入探讨未来的业务展望,制定一条从简单到复杂、从低产能到高产能的平滑升级路线图。
模块化设计在设备维护与升级中的长期价值利迅达双立柱/三立柱机台所采用的模块化设计理念,不**体现在初始选型的灵活性上,更在其整个生命周期内的维护便利性与升级可能性方面展现出巨大的长期价值。模块化意味着整个系统被清晰地划分为相对**的功能单元,例如机器人本体模块、力控砂带机模块、上料台模块、电气控制柜模块以及防护系统模块。这种架构为日常维护和故障修复带来了极大的便利。当某个模块发生故障时,维护人员可以快速定位问题所在,并对故障模块进行隔离、拆卸和更换。例如,一个砂带机的电机出现异常,可以整体更换备用的砂带机模块,从而使设备在极短时间内恢复生产,而无需进行复杂的现场拆解和维修,大幅缩短了平均修复时间(MTTR)。更重要的是,模块化设计为未来的技术升级和设备改造铺平了道路。随着技术的进步,当有更先进的力控系统或更高效的砂带机问世时,用户可以考虑*升级相应的模块,而非更换整台设备。同样,如果生产需求变化,需要增加工位,可以在现有的双立柱结构上,评估增加第三个立柱模块的可行性。或者,可以将单层上料滑台模块更换为双层或转盘式模块以提升自动化程度。这种“乐高”式的构建方式,保护了用户的初始投资。 防护配置依据车间环境条件选择。
门把手曲面与细节的自动化处理方案门把手通常拥有复杂的曲面、浮雕花纹或尖锐棱角,这要求自动化抛光设备具备极高的轨迹灵活性和细节处理能力。利迅达机台通过“机器人+力控砂带”的柔性组合,完美应对了这一挑战。首先,在编程阶段,通过离线编程或示教方式,为机器人规划出能够紧密贴合门把手所有复杂表面的三维运动轨迹。ABB机器人***的多轴联动性能,可以流畅地执行这些复杂路径,确保无论是凸起的曲面还是凹陷的纹路,都能被砂带均匀地扫过。其次,对于把手上的棱线(如欧式把手的边缘),需要定义清晰的边界和获得一致的倒角效果。这可以通过在机器人路径中设置精确的停留和定向磨削来实现,恒定的力控保证了每个把手棱角处理的一致性,避免出现圆角不均的质量问题。夹具设计同样关键,需要确保把手被夹持在**佳位置,既保证稳定性,又**大限度地暴露所有待加工面,避免加工死区。多工位砂带机配置在这里同样适用:一个工位使用较粗砂带处理基材表面,另一个工位使用软质布轮和细砂带进行精抛和镜面处理,自动补蜡机构的加入能进一步提升**终的光泽度。这套方案将艺术品的精细要求与工业化的效率稳定结合,实现了门把手抛光质量的飞跃。四工位力控砂带机支持多工序连续作业。广西定做双立柱/三立柱机台保养
断裂报警系统及时提醒更换损坏砂带。桂林自动化双立柱/三立柱机台维修
利迅达机器人的产品型号命名规则是一套逻辑清晰、信息丰富的编码系统,通过解读型号,用户可以快速了解设备的基本配置。我们以示例型号“LXD-ABB2600-D-3A□-FD□”进行深入解析。“LXD”无疑是公司名称“利迅达”的缩写,是品牌的标识。“ABB2600”指明了该设备所集成的**机器人本体型号,这里采用的是ABB品牌的IRB2600机器人。这款机器人以其高速度、高精度和紧凑结构著称,非常适合中负载的搬运与加工任务。其后的“D”**上料台类型,根据图表,这是“双层上料滑台”,意味着上料平台具有两层结构,可以存放更多的工件,进一步延长了无人值守的运行时间。“3A”则指明了砂带机工位的结构形式,即“三立柱”。这**了设备的整体架构强度和可扩展的工位数量,适合更复杂的工艺或更高的生产节拍。紧随其后的“□”是一个可选位置,**自动补蜡机构,如果此处填入“3”,则表示配备了三工位补蜡机构。“FD”则指明了防护措施,表示该设备“带防尘间和底座”。防尘间能有效隔离磨削粉尘,保护车间环境和工作;底座则为整个系统提供了稳固的基础,并集成了线缆管路。***一个“□”是关于定制化的标识,“D”**用户有特殊要求,需要进行订做;若为空白,则表示是标准配置。 桂林自动化双立柱/三立柱机台维修
广东利迅达机器人系统股份有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,广东利迅达机器人系统股份供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与双立柱/三立柱机台相关的文章
肇庆通用双立柱/三立柱机台维修
- 辽宁直销双立柱/三立柱机台维保 2026-01-29
- 广东自动化双立柱/三立柱机台维保 2026-01-28
- 柳州通用双立柱/三立柱机台供应商 2026-01-27
- 山东一体化双立柱/三立柱机台 2026-01-27
- 肇庆定做双立柱/三立柱机台维保 2026-01-26
- 深圳一体化双立柱/三立柱机台厂家报价 2026-01-26
- 防城港直销双立柱/三立柱机台维保 2026-01-26
- 玉林直销双立柱/三立柱机台耗材 2026-01-25
- 辽宁自动化双立柱/三立柱机台 2026-01-25
- 江门工业双立柱/三立柱机台售后服务 2026-01-25
- 钦州双立柱/三立柱机台设备价钱 2026-01-23
- 茂名双立柱/三立柱机台维修 2026-01-23
与双立柱/三立柱机台相关的产品



与双立柱/三立柱机台相关的新闻
-
桂林自动化双立柱/三立柱机台维修 2026-01-13 00:27:54自动化打磨单元与工厂MES系统的数据集成前景随着智能制造的发展,利迅达机台不**是一个孤立的加工单元,其与工厂制造执行系统(MES)的数据集成前景广阔,能带来巨大的管理效益。通过加装必要的传感器和通信接口(如PLC、工业网关),机台可以向上层MES系统实时传输大量有价值的生产数据。这些数...
-
防城港工业双立柱/三立柱机台检查 2026-01-12 05:14:11利迅达机台在降低生产成本(CPK)方面的量化价值利迅达自动化打磨机台在降低生产成本方面的价值,可以通过关键绩效指标(KPI)进行量化评估,其中****的是通过提升过程能力指数(CPK)来体现。CPK是衡量生产过程输出满足规格要求能力的指标,值越高,表示生产越稳定,产品变异越小,废品率越低...
-
惠州双立柱/三立柱机台检查 2026-01-10 08:13:52砂带机工位的配置是利迅达机台设计的**,直接决定了其工艺能力和生产效率。选项从简单的“1A1:单立柱单工位”到强大的“3A:三立柱”。“1A1”是**简单的配置,只有一个立柱和一个加工工位。这通常适用于工艺要求极其简单,只需单一磨削或抛光工序的产品,或者用于科研、小批量试产,其灵活性强,但效...
-
惠州自动化双立柱/三立柱机台销售厂家 2026-01-10 09:16:01自动化上料系统在实现“无人化”车间中的角色自动化上料系统是构建“无人化”或“少人化”智能车间的关键一环,利迅达提供的多种上料台类型是实现这一目标的基础。在自动化程度较低的单元中,仍需操作工定时进行人工上下料。而要向更高程度的自动化迈进,上料系统的升级至关重要。例如,“转盘式上料滑台(T)...
与双立柱/三立柱机台相关的问题
与双立柱/三立柱机台相关的标签
新闻资讯
产品推荐
-

广东自动化双立柱/三立柱机台维保
2026-01-28 -
柳州通用双立柱/三立柱机台供应商
2026-01-27 -
南宁工业双工位砂带机打磨设备耗材
2026-01-27 -

山东一体化双立柱/三立柱机台
2026-01-27 -
河北通用小型打磨去毛刺设备供应商
2026-01-27 -
青岛通用双工位砂带机打磨设备维修
2026-01-27 -
肇庆定做双立柱/三立柱机台维保
2026-01-26 -

辽宁工业双工位砂带机打磨设备供应商
2026-01-26 -
肇庆直销小型打磨去毛刺设备降价
2026-01-26