选型过程中如何平衡标准配置与定制化需求在利迅达机台的选型过程中,如何在经济高效的标准配置与完美契合自身需求的定制化(“D”选项)之间找到平衡点,是每个用户需要面对的**决策。标准配置是利迅达基于大量行业应用经验总结出的比较好性价比方案,其优势在于技术成熟、交付周期短、价格相对稳定、且备件...
双立柱/三立柱机台基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-ABB2600-D-3A-2-FD-D
- 电压
- 380
- 加工定制
- 是
- 用途
- 打磨抛光
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
双立柱/三立柱机台企业商机
“一站式操作”是利迅达机台设计的精髓所在,它彻底改变了传统打磨抛光车间工序繁杂、流转效率低下的局面。在非自动化的生产模式下,一个工件的完整处理流程可能包括:从上料区搬运至工作台、人工装夹定位、在不同工位或不同设备间进行粗磨、精磨、抛光等多道工序、过程中频繁更换工具或砂带、***卸下工件并转运至下一环节。这一系列动作不*耗时耗力,而且每个环节都可能引入人为误差,导致质量波动。利迅达的“一站式操作”理念,就是将所有这些离散的环节高度集成到一个封闭或半封闭的自动化单元内部。该单元通常集成了六轴工业机器人(作为执行和搬运**)、**夹具(用于可靠装夹特定工件)、多台力控砂带机(作为加工执行终端)、以及自动上料台(用于工件供给)。操作人员在此系统中的作用被简化为*需在系统的上料平台进行批量工件的放置和成品的取走,所有复杂的加工路径规划、力度控制、工具切换、工序衔接均由机器人和**控制系统自动完成。这极大地降低了对操作人员技能和经验的要求,一名普通工人经过简短培训即可管理多台设备,***节约了人工成本。同时,由于减少了工件在不同工位间的搬运和等待,生产节拍得以大幅缩短,整体生产效率获得质的提升。 特殊订做服务满足个性化需求。河北自动化双立柱/三立柱机台生产厂家

阀体密封面精密磨削的技术要求与应对阀体,特别是其关键密封面的精密磨削,是确保阀门无泄漏、长寿命运行的**工序。这对自动化磨削设备提出了极高的技术要求,利迅达机台从几个关键方面予以应对。首先是精度与稳定性。阀体的密封面通常是平面或锥面,对其平面度、粗糙度及与基准孔的同轴度有严格规定。这就要求机器人具有极高的重复定位精度(通常要求达到±)和轨迹精度。ABB机器人能够满足这一要求,确保磨削轨迹的精确复现。夹具的设计也至关重要,必须确保阀体在加工过程中被牢牢固定,且其密封面的基准与机器人的坐标系保持精确的对齐,任何微小的松动或偏差都会导致密封面失效。其次是磨削力的精细控制。密封面磨削往往是“微量”去除,目标是将表面加工到规定的粗糙度(如),而非大余量切削。利迅达的恒力控制系统允许设置较低且稳定的压力(例如30-80N),实现“吻合并去除”的精细加工,避免因压力过大导致表面烧伤或尺寸超差。第三是工艺的针对性。对于阀体内部的狭窄通道或复杂流道,可能需要定制的小型砂带机头或异形接触轮,机器人需要规划出能够深入内部的精细路径。干湿两用特性在这里同样重要:湿式磨削可以更好地控制热输入,防止阀体。 江门直销双立柱/三立柱机台服务热线0-200N恒定气动力控确保打磨品质稳定。

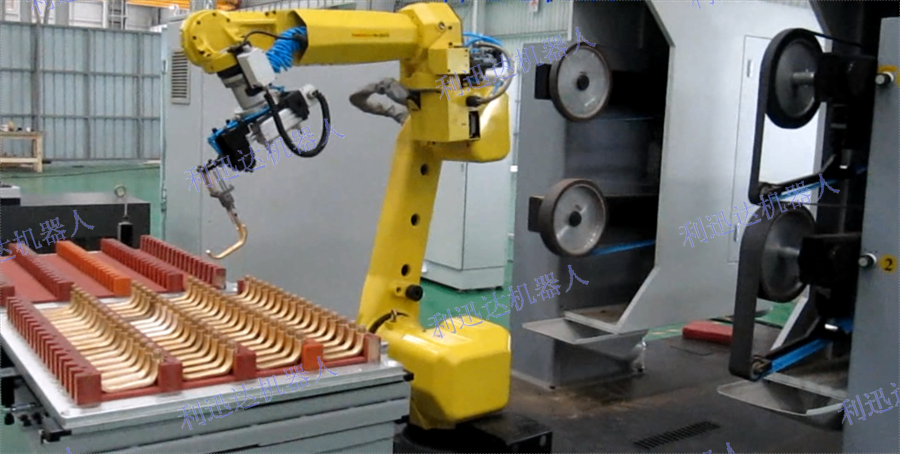
双工位上料平台是利迅达机台为实现高效连续生产而设计的关键部件之一。它的工作模式通常遵循一个简单而高效的逻辑:将上料区域划分为两个**的工位,例如工位A和工位B。当机器人的加工程序正在对从工位A取来的工件进行加工时,操作人员可以同时在工位B放置新的待加工毛坯件。一旦机器人完成对工位A那一批工件的所有加工任务,它会自动移动到工位B,抓取新的工件开始下一轮加工循环。而此时,操作人员则可以利用这个机器加工的时间窗口,将工位A上已经加工完成的成品取下,并重新放上新的毛坯件。如此循环往复,形成了一个不间断的生产节拍。这种设计巧妙地利用了机器人的加工时间与人工上下料时间的重叠,将原本串行的“人工上料-机器加工-人工下料”流程,转变为并行的作业模式。它有效地将操作人员的辅助时间“隐藏”在了机器的加工时间之内,从而比较大限度地减少了机器人的等待空闲时间,使得设备的实际利用率(Uptime)接近比较大化。对于生产管理者而言,这意味着在同样的工作时间内,可以产出更多的合格产品,直接提升了整条生产线的产出效率。此外,这种设计也缓解了操作人员的工作节奏,使其不必紧张地追赶机器的速度,改善了人机协作的体验。
与注塑、压铸等前道工序的自动化联动构想利迅达打磨机台作为后道处理工序,其效能比较大化有赖于与前道工序(如注塑、压铸)的自动化联动。一个理想的自动化生产片段可以是这样的:一台压铸机生产出铜阀体毛坯,毛坯由取件机器人从模具中取出,经过冷却工位后,被放置在与利迅达机台对接的输送线上。输送线将毛坯运送至利迅达机台的上料位(可能是转盘T或双边滑台B),由上料机构的机器人或直接由主机器人抓取进入打磨单元。打磨完成后,成品工件被放置到出料输送线,自动流向下一环节(如清洗、检测、包装)。整个过程由**控制系统(SCADA或MES)调度,各设备间通过PROFINET、EtherCAT等工业以太网协议进行实时通信。实现这种联动,需要解决几个关键技术问题:统一的通信协议和接口标准;工件在流水线上的精确定位与识别(可能需要RFID或视觉);各设备节拍的匹配与优化(产线平衡)。利迅达机台作为其中一个节点,其开放的控制接口和灵活的上料台设计,为这种集成提供了技术可行性。这种“无人化”的加工岛或柔性生产线,**了离散制造业自动化的高级形态,能极大地减少在制品库存、缩短制造周期、降低综合成本,是未来智能工厂的基石。 四工位补蜡实现自动化保养。

设备安装与现场调试的关键步骤与注意事项利迅达机台的安装与调试是确保设备长期稳定运行的重要环节,通常包括几个关键步骤。首先是场地准备。用户需根据设备图纸,准备好坚固平整的地基,承载能力需满足要求。预留出设备就位、操作和维护所需的空间,并确保电源(电压、频率、容量)、气源(压力、流量、洁净度)和(如需要)水源/冷却液接口到位。第二步是设备就位与调平。使用专业的吊装工具将设备安全地放置到预定位置,然后利用底座上的调平螺栓,使用精密水平仪对设备进行精确调平,这是保证机器人运动精度和加工一致性的基础。第三步是公用动力连接。由专业电工连接主电源,确保接地可靠。连接气源管道,并确认气压稳定,在通气前确保所有气阀处于关闭状态。如果为湿式加工,连接冷却液循环系统。第四步是开机与系统初始化。按照操作手册顺序上电,启动控制系统,进行原点复归、参数备份等初始化操作。第五步也是**重要的步骤——工艺调试。由利迅达工程师或经过培训的技术人员,进行首件试加工。这包括:安装并校准夹具;装载测试工件;运行并微调机器人打磨轨迹;设置和优化各工位的力控参数、砂带速度等;**终跑通整个生产循环,并检验加工后的工件质量是否达标。 双立柱结构为四工位加工提供支撑。江门直销双立柱/三立柱机台服务热线
选配防尘间和底座提升设备完整性。河北自动化双立柱/三立柱机台生产厂家
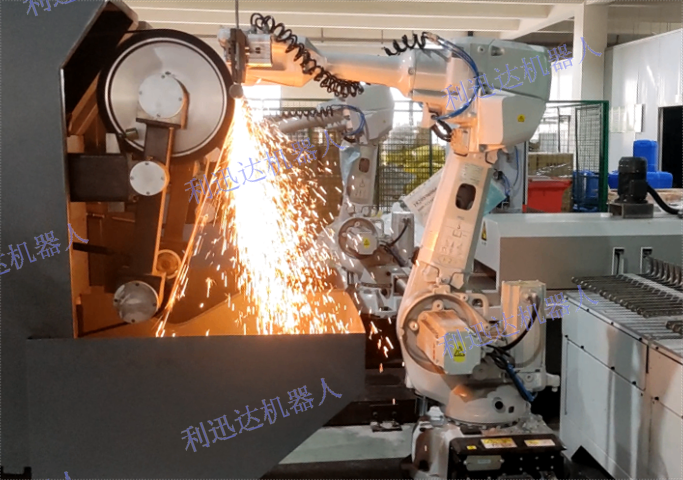
“双立柱/三立柱的四工位力控砂带机”是利迅达机台技术架构中的**加工模块。这里的“四工位”是一个关键概念,它并不意味着整个系统只有四个加工位置,而是指在双立柱或三立柱的结构上,可以配置**多四个**的、具备力控功能的砂带机加工单元。这些工位可以根据工艺要求进行灵活配置。例如,在一个典型的四工位设置中,可以安排两个工位使用粗粒度砂带负责大余量的快速去除(粗磨),另外两个工位使用细粒度砂带负责获得光滑表面(精磨或抛光)。机器人可以夹持着一个工件,按照预设的程序,依次经过这四个工位,完成从粗到精的全套处理流程。另一种应用模式是,针对一个结构复杂的工件,其不同部位可能需要不同角度或不同特性的打磨,这时四个工位的砂带机可以布置成不同的空间姿态,或配备不同特性的砂带,由机器人带动工件依次接受处理,从而在一次装夹中完成所有复杂表面的加工。这种多工位并行的设计,避免了在单一工位上频繁更换砂带所带来的时间浪费和精度损失,极大地提高了加工的连贯性和效率。它特别适合于工序多、要求高的产品,如**水龙头或精密阀体,能够确保在**短的循环时间内,实现**完善的表面处理效果。 河北自动化双立柱/三立柱机台生产厂家
广东利迅达机器人系统股份有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**广东利迅达机器人系统股份供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
与双立柱/三立柱机台相关的文章

肇庆通用双立柱/三立柱机台维修
- 辽宁直销双立柱/三立柱机台维保 2026-01-29
- 广东自动化双立柱/三立柱机台维保 2026-01-28
- 柳州通用双立柱/三立柱机台供应商 2026-01-27
- 山东一体化双立柱/三立柱机台 2026-01-27
- 肇庆定做双立柱/三立柱机台维保 2026-01-26
- 深圳一体化双立柱/三立柱机台厂家报价 2026-01-26
- 防城港直销双立柱/三立柱机台维保 2026-01-26
- 玉林直销双立柱/三立柱机台耗材 2026-01-25
- 辽宁自动化双立柱/三立柱机台 2026-01-25
- 江门工业双立柱/三立柱机台售后服务 2026-01-25
- 钦州双立柱/三立柱机台设备价钱 2026-01-23
- 茂名双立柱/三立柱机台维修 2026-01-23
与双立柱/三立柱机台相关的产品


与双立柱/三立柱机台相关的新闻
-
桂林自动化双立柱/三立柱机台维修 2026-01-13 00:27:54自动化打磨单元与工厂MES系统的数据集成前景随着智能制造的发展,利迅达机台不**是一个孤立的加工单元,其与工厂制造执行系统(MES)的数据集成前景广阔,能带来巨大的管理效益。通过加装必要的传感器和通信接口(如PLC、工业网关),机台可以向上层MES系统实时传输大量有价值的生产数据。这些数...
-
防城港工业双立柱/三立柱机台检查 2026-01-12 05:14:11利迅达机台在降低生产成本(CPK)方面的量化价值利迅达自动化打磨机台在降低生产成本方面的价值,可以通过关键绩效指标(KPI)进行量化评估,其中****的是通过提升过程能力指数(CPK)来体现。CPK是衡量生产过程输出满足规格要求能力的指标,值越高,表示生产越稳定,产品变异越小,废品率越低...
-
惠州双立柱/三立柱机台检查 2026-01-10 08:13:52砂带机工位的配置是利迅达机台设计的**,直接决定了其工艺能力和生产效率。选项从简单的“1A1:单立柱单工位”到强大的“3A:三立柱”。“1A1”是**简单的配置,只有一个立柱和一个加工工位。这通常适用于工艺要求极其简单,只需单一磨削或抛光工序的产品,或者用于科研、小批量试产,其灵活性强,但效...
-
惠州自动化双立柱/三立柱机台销售厂家 2026-01-10 09:16:01自动化上料系统在实现“无人化”车间中的角色自动化上料系统是构建“无人化”或“少人化”智能车间的关键一环,利迅达提供的多种上料台类型是实现这一目标的基础。在自动化程度较低的单元中,仍需操作工定时进行人工上下料。而要向更高程度的自动化迈进,上料系统的升级至关重要。例如,“转盘式上料滑台(T)...
与双立柱/三立柱机台相关的问题
与双立柱/三立柱机台相关的标签
新闻资讯
产品推荐
-
清远通用智能刀具打磨机器人系统系列
2026-06-27 -
广西工业全自动打磨机器人工作站维保
2026-06-25 -

珠海一体化智能刀具打磨机器人系统耗材
2026-06-25 -
柳州一体化全自动打磨机器人工作站设备价钱
2026-06-25 -
天津智能刀具打磨机器人系统降价
2026-06-23 -

钦州直销全自动打磨机器人工作站设备价钱
2026-06-23 -

钦州一体化全自动打磨机器人工作站供应商
2026-06-23 -
佛山一体化全自动打磨机器人工作站供应商
2026-06-22 -

青岛自动化全自动焊接机器人工作站产品介绍
2026-06-22