- 品牌
- 苏州森合知库
- 型号
- SHS1000
- 是否定制
- 是
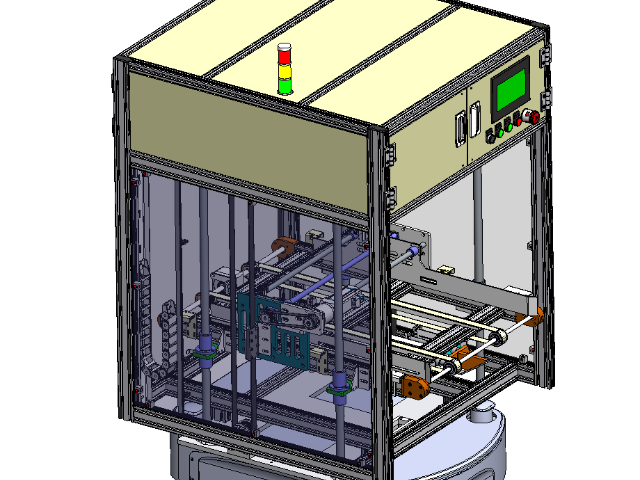
四向车软件系统的 “主控主要 + 算法” 架构,是实现动作精细协同的基础。西门子 PLC 作为主控主要,不*承担硬件指令的下发任务,还通过内置的控制逻辑,协调驱动、顶升、换向等模块的动作时序 —— 例如当设备需要从 X 向切换至 Y 向时,PLC 会先指令顶升机构下降(确保车轮与轨道贴合),再切断 X 向驱动电源、接通 Y 向驱动电源,指令 Y 向车轮启动,整个过程环环相扣,避免导致设备故障。底层路径自学习算法则是提升软件适应性的关键:设备初次投入使用时,算法会自动扫描整个仓储轨道布局,记录各巷道长度、换向点位置、货架货位坐标等信息,生成基础路径库;在后续作业中,若轨道发生轻微偏移(如长期使用导致的轨道变形),算法会通过定位码反馈的位置偏差,实时修正路径参数,无需人工重新配置。这种 “PLC 逻辑控制 + 自学习算法” 的组合,使软件系统既能保持高稳定性(PLC 抗干扰能力确保指令不丢失),又能适应环境变化(自学习算法避免路径偏差),较传统固定路径控制软件,设备适配效率提升 40%,在老仓改造等轨道布局不规则的场景中,优势尤为明显 —— 例如老仓梁柱较多导致轨道转弯角度不规则,自学习算法可自动识别并优化转弯路径,避免设备卡顿。四向车提升机支持500kg 载重,可适配标准托盘与定制化料箱,满足不同货物的垂直转运需求。深圳全自动四向车

四向车的双重定位算法,是解决 “累计误差” 问题、确保高精度作业的关键。脉冲定位算法基于编码器实现:编码器安装在驱动轮上,车轮每转动一圈,编码器会产生固定数量的脉冲信号(如每圈 1000 个脉冲),软件通过计数脉冲数量计算设备位移(如车轮周长 0.5m,1000 个脉冲对应位移 0.5m)。但脉冲定位存在累计误差问题 —— 长期运行中,车轮磨损、轨道打滑等因素会导致实际位移与脉冲计算位移偏差逐渐增大(如运行 1000m 后,误差可能达到 5-10mm),影响换向与存取精度。RFID 定位算法则作为修正机制,轨道每隔 1m 设置一个ID 的定位码,四向车行驶过程中,RFID 传感器每扫描到一个定位码,就会将该定位码的实际坐标与脉冲计算的位移坐标进行对比,若存在偏差(如脉冲计算位移为 100m,定位码实际坐标为 100.003m),软件会自动修正脉冲计数参数,消除累计误差。这种 “脉冲实时计算 + RFID 定期修正” 的双重定位模式,使四向车的定位精度稳定在 ±1mm 以内,较单一脉冲定位算法,精度提升 80%。在换向场景中,该算法尤为重要 —— 例如 Y 向换向时,若存在 5mm 定位误差,可能导致车轮无法精细对接 Y 向轨道,引发设备卡顿,而双重定位算法可通过定位码修正,确保换向时车轮与轨道完全对齐。广州电商四向车小车WMS 四向车可向 WMS 反馈设备运行数据(如电量、故障代码),便于 WMS 进行设备健康管理与预警。
四向车穿梭车的模块化设计贯穿驱动、定位、控制三大主要系统,驱动模块(伺服电机、减速器)、定位模块(激光传感器、编码器)、控制模块(PLC、触摸屏)均采用标准化接口,通过螺栓固定,无需专业工具即可拆卸。在设备维护场景中,某制造企业的仓储车间配备 2 台备用主要模块,当设备出现驱动故障时,维护人员可按 “断电 - 拆卸 - 更换 - 调试” 四步流程操作,30 分钟即可完成模块更换;对比传统设备需拆解整机、耗时 4-6 小时的维护模式,该设计使维护停机时间缩短至 1 小时以内。此外,模块化设计还降低了备件库存压力 —— 企业无需存储完整设备备件,只有需储备 5-8 个主要模块,备件成本降低 60%;同时,模块可单独返厂维修,维修成本较整机维修降低 45%,大幅提升设备全生命周期的经济性。
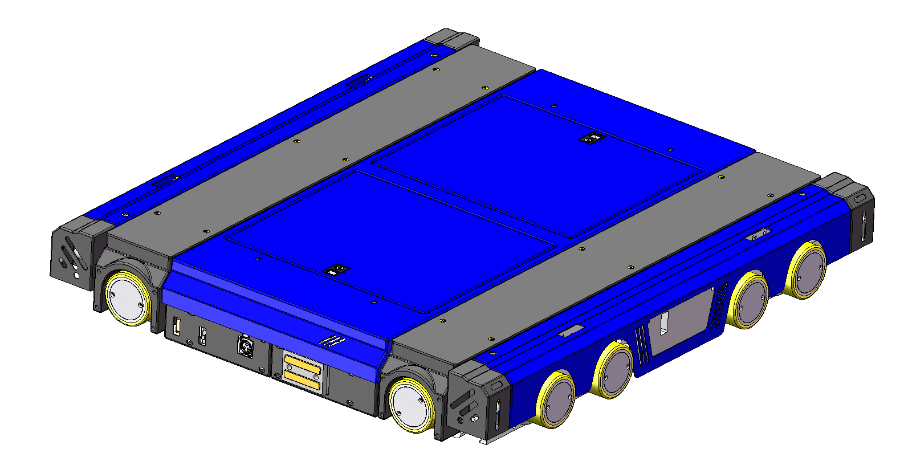
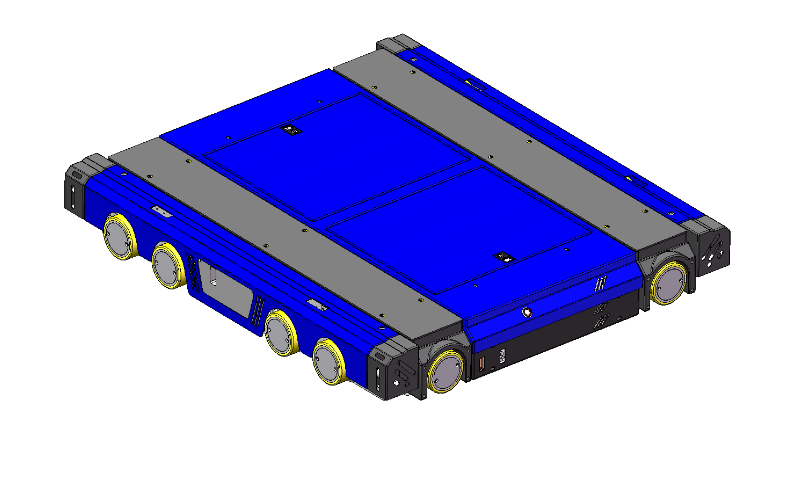
四向车的技术先进性集中体现在三大主要特征的协同运作,构建了无人化搬运的基础。双轮系驱动是其实现多向运动的机械基础,两套单独轮系分别对应 X、Y 方向,通过 PLC 控制轮系切换,使设备可在任意节点实现 90° 换向,无需掉头空间,这一设计打破了传统搬运设备的行驶方向限制,尤其适配狭窄巷道的密集存储布局。自动换向技术则依赖于反射光电与校正片的精细配合,当设备行驶至换向点时,两个间距 10cm 的光电传感器会扫描 10.3cm 长的校正片,通过检测信号同步性调整车身位置,确保换向时轮系与轨道精细对接,避免偏移。换层作业作为三维仓储的关键环节,通过与提升机的联动实现,带车模式下四向车自动驶入提升机货台,随货物一同升降至目标楼层,全程无需人工干预,作业效率较不带车模式提升 30% 以上。这些机械特征与智能化调度系统深度融合,通过 WCS 系统接收订单指令后,自动分配作业任务、规划比较好路径,实现多车协同、动态避障,从货物入库、存储、盘点到出库的全流程无人化操作,不*降低了人工成本,更将作业差错率控制在 0.1% 以下,为仓储物流的高效运转提供了主要支撑。医药行业中解决拆零拣选难题,项目年增长率达 25%,满足 GSP 合规化存储要求。

四向车提升机的双立柱导向结构是保障运行平稳性的主要,两根立柱平行安装,间距误差≤1mm,立柱表面采用精密磨削处理,粗糙度达 Ra0.8μm,配合货台两侧的导向轮(材质为聚氨酯,硬度 70 Shore A),形成 “双轨导向” 机制。在提升过程中,导向轮与立柱导轨紧密贴合,可抵消货物偏心负载产生的晃动,使运行平稳性误差控制在≤2mm。这一特性对四向车对接货位至关重要 —— 当提升机到达目标楼层时,需与楼层货架的轨道精细对接,若平稳性误差过大,可能导致四向车无法顺利驶入货架轨道。在某汽车零部件仓库的测试中,该提升机在满载 500kg 货物的情况下,连续 1000 次提升对接,对接成功率达 100%,且轨道对接间隙均≤2mm,确保四向车可快速切换至货架作业。此外,双立柱结构还提升了设备的抗倾覆能力,在突发断电等极端情况下,货台可通过制动装置稳定停靠,避免坠落风险,保障仓储作业安全。集成设备状态监控模块,可实时上传速度、电量、故障等数据,支持远程诊断。山西四向车CTU
立库四向车支持低温环境(-25℃至 5℃)运行,采用耐低温元器件,适配冷链立库的冷冻 / 冷藏区作业。深圳全自动四向车
定制化四向车的转向半径优化基于 “轮组布局 + 转向机构” 调整,传统四向车的转向半径多为 1.5m,需 2.5m 以上的通道宽度;而定制化设备可通过调整轮组间距(缩短前后轮距至 1m 以内)、采用差速转向技术(左右轮转速差控制转向),将转向半径降至 1m,适配 1.8m 宽的狭窄通道。在狭窄通道仓储场景中,某电子元件仓库因空间限制,通道宽度只有 1.8m,传统四向车无法转弯,需依赖人工推车搬运,效率低(日均搬运 800 箱);引入该定制化设备后,设备可在 1.8m 通道内灵活转弯(转弯时间≤5 秒),无需预留额外转弯空间,仓储通道利用率提升 40%。实际运行中,设备日均搬运量达 1500 箱,较传统人工提升 87.5%;同时,设备还配备通道宽度检测传感器,当通道宽度小于 1.8m 时,会自动减速并发出警报,避免设备与货架碰撞;该仓库运行半年来,设备通道碰撞事故为 0,完全适配狭窄通道的作业需求。此外,转向半径优化还能减少设备空驶路径 —— 在密集货架区域,设备可通过小半径转弯快速切换通道,空驶时间缩短 20%,进一步提升作业效率。深圳全自动四向车
苏州森合知库机器人科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**苏州森合知库机器人科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
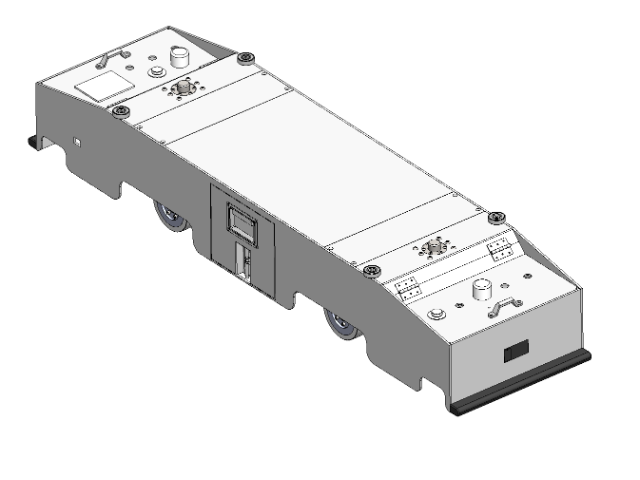
四向车 AGV 具备完整的数字化对接能力,可通过无线通讯网络与仓库管理系统实时交互,接收入库、出库、移库等各类作业指令,同时将自身位置、运行状态、货物信息等数据同步上传至系统,实现作业全流程的可视化管理。设备采用锂电池供电,根据负载与行驶速度不同,单次充满电可支持数小时的连续作业;当电量低于设定阈值时,设备可自动行驶至充电区域,通过对接装置完成自动充电,充电完成后自动返回作业队列,无需人工干预换电或插拔电源。这种无人化的续航模式,使四向车 AGV 能够适配两班倒或三班倒的连续作业场景,如夜间无人值守的仓储转运、全天候运行的生产物料配送等。同时设备具备故障自诊断功能,可实时监测自身部件运行状态,...
- 锂电四向车货架 2026-07-25
- 苏州工厂四向车公司 2026-07-24
- 国产四向车车辆 2026-07-24
- 苏州电子四向车软件 2026-07-24
- 汽车四向车智能叉车 2026-07-24
- 江西智能四向车 2026-07-23
- 广州电商四向车公司 2026-07-23
- 深圳化工四向车厂商排名 2026-07-23
- 广州四向车车 2026-07-23
- 苏州智能四向车智能叉车 2026-07-23

- 广州立库四向车管理系统 2026-07-12
- 深圳工厂四向车厂家 2026-07-11
- 深圳化工四向车提升机 2026-07-11
- 广州全自动四向车提升机 2026-07-11
- 广州国产四向车解决方案 2026-07-11
- 广州锂电四向车小车 2026-07-11





- 货运全自动托盘车智能叉车 07-26
- 内蒙古全自动托盘车设备 07-26
- 四川全自动托盘车提升机 07-26
- 智能全自动托盘车行业 07-26
- 江西全自动托盘车系统 07-26
- 本地全自动托盘车行业 07-25
- 苏州锂电四向车CTU 07-25
- 全自动托盘车供应商 07-25
- 山西全自动托盘车行业 07-25
- 锂电四向车货架 07-25