
- 品牌
- 兆一
- 型号
- 齐全
- 产地
- 无锡
- 可售卖地
- 全国
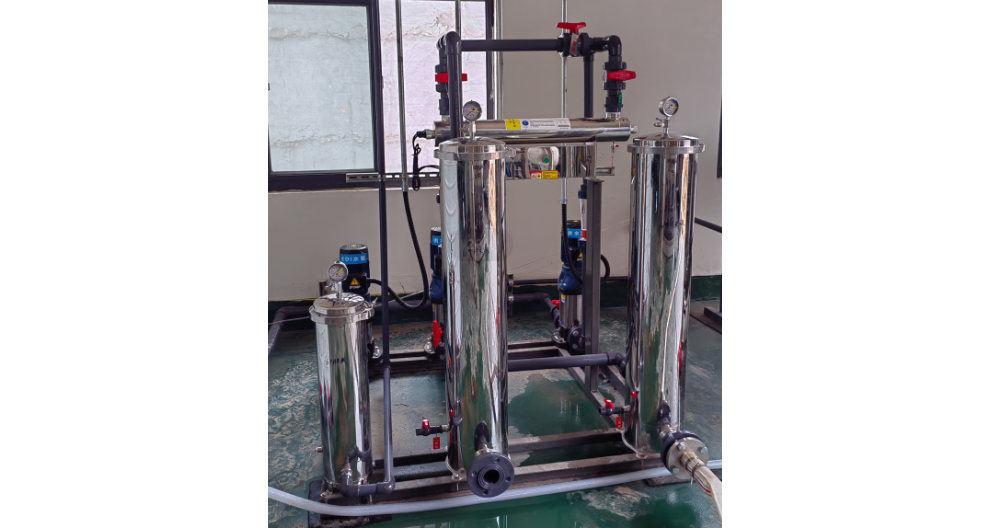
二级反渗透设备的组成一套完整的二级反渗透设备通常包括以下几个组成部分:预处理系统:包括多介质过滤器、活性炭过滤器、软化器等,用于去除悬浮物、氯、有机物和硬度等。一级反渗透系统:由高压泵、膜元件、压力容器等组成,负责初步脱盐。二级反渗透系统:同样由高压泵、膜元件、压力容器等组成,进一步净化一级产水。清洗系统:用于定期清洗膜元件,保持系统的稳定运行。控制系统:监控整个设备的操作参数,确保系统安全高效运行。随着技术的不断进步,反渗透设备的性能和效率也在不断提高。苏州二级反渗透设备销售
反渗透设备
清洗系统包括清洗水箱、清洗泵、过滤器及管道,用于定期对反渗透膜进行化学清洗(如柠檬酸清洗无机垢、氢氧化钠清洗有机物),恢复膜通量,延长膜寿命。电气控制系统采用PLC(可编程逻辑控制器)或DCS(分布式控制系统),实现以下功能:自动启停:根据水箱液位自动控制设备运行。压力保护:当高压泵出口压力超过设定值时,自动停机防止膜组件损坏。数据记录:实时监测进出水流量、电导率、压力等参数,生成运行报告。远程监控:通过物联网技术实现远程故障诊断和参数调整。四川反渗透设备哪家好设备的清洗再生系统能有效去除膜表面的污染物,恢复膜的性能。

乳制品与酒类作为对微生物控制要求极高的食品品类,水质的纯净度直接关系到产品的纯度、保质期与安全性。食品反渗透设备在乳制品与酒类生产领域的应用,为产品质量提升提供了关键保障。在乳制品加工中,反渗透产水用于原料奶的稀释、设备清洗、包装清洗等环节。用于原料奶稀释时,纯净的产水可避免引入微生物与杂质,防止原料奶变质,提升乳制品的纯度;用于设备与包装清洗时,无菌的产水可彻底去除设备表面的残留物与微生物,避免二次污染,延长乳制品的保质期。
在食品产业迈向标准化、品质发展的进程中,水质作为贯穿原料处理、生产加工、包装储运全流程的重心要素,直接决定着食品的安全底线与风味上限。无论是饮用水的纯净度、果汁的口感稳定性,还是乳制品、酒类的保质期与纯度,都离不开高效可靠的水处理技术支撑。食品反渗透设备凭借***的净化能力、灵活的适配性与突出的经济性,成为食品工业水处理体系的重心装备,以精细的分子级过滤技术,为食品生产筑牢水质防线,成为保障食品安全、提升产品品质的隐形守护者。随着科技的不断进步,反渗透设备将更加智能化、高效化,为人类社会提供更加安全、清洁的水资源。
在婴幼儿配方奶粉生产中,反渗透产水可彻底去除原水中的硝酸盐、亚硝酸盐、重金属等有害物质,避免这些物质对婴幼儿健康造成潜在威胁;在罐头食品加工中,洁净的反渗透产水能防止原料被微生物污染,降低罐头胀罐、变质的风险,延长产品保质期;在饮用水生产中,反渗透技术可去除水中的氟化物、砷等有害物质,解决部分地区水质不达标问题,为消费者提供安全健康的饮用水。凭借精细的净化能力,食品反渗透设备成为食品企业规避食品安全风险、保障产品质量的重心屏障。反渗透设备在电子行业有着重要的应用,为电子产品的制造提供了高质量的水源。河南食品反渗透设备厂家
设备的紧凑结构设计节省了占地面积,适用于空间有限的场所。苏州二级反渗透设备销售
性能特点品质的产水:单级反渗透设备能够去除水中99%以上的杂质,产出的水质纯净度高,可满足多种高纯水需求。高效节能:在产出一定量的纯水时,单级反渗透设备所需能耗较低,具有较高的能效比。自动化程度高:现代的单级反渗透设备通常配备有自动控制系统,能实现自动检测、自动控制、自动报警等功能,大幅度降低了人工操作和维护的难度。稳定性好:单级反渗透设备的重心部件反渗透膜经过特殊工艺处理,具有良好的化学稳定性和机械强度,能够在各种恶劣环境下稳定运行。适应性强:单级反渗透设备可根据不同的水质和产水需求进行定制,具有较强的适应性。苏州二级反渗透设备销售
双级反渗透设备通过两级串联的膜分离系统,实现了对水质的深度提纯:一级反渗透:原水经预处理后,通过高压泵加压进入***级反渗透膜组件,产水电导率可降至10μS/cm以下,脱盐率达98%以上。二级反渗透:一级产水经pH调节(通常添加氢氧化钠以降低二氧化碳溶解度)后,进入第二级反渗透膜组件进一步净化,产水电导率可降至2μS/cm以下,部分系统结合EDI(电去离子)技术,电阻率可达18.2MΩ·cm(超纯水标准)。这种递进式净化模式,通过两级膜的协同作用,明显降低了单级膜的负荷,延长了膜寿命,同时实现了对微量离子、有机物和微生物的深度截留。设备的清洗再生系统能有效去除膜表面的污染物,恢复膜的性能。杭州...
- 无锡EDI反渗透设备设计 2026-04-21
- 四川单级反渗透设备工程 2026-04-21
- 苏州RO反渗透设备哪家好 2026-04-21
- 苏州食品反渗透设备维保 2026-04-21
- 杭州游泳池反渗透设备系统 2026-04-17
- 反渗透设备工作原理 2026-04-17
- 河南1T反渗透设备工程 2026-04-17
- 常州反渗透设备维保 2026-04-17
- 广东RO反渗透设备组成 2026-04-17
- 苏州二级反渗透设备销售 2026-04-16



- EDI反渗透设备销售 2025-09-03
- 上海二级反渗透设备厂家 2025-09-03
- 杭州1T反渗透设备维保 2025-05-07
- 无锡1T反渗透设备维保 2025-05-07
- 上海反渗透设备设计 2025-05-07
- 广东二级反渗透设备 2025-05-07




- 杭州V型过滤器哪家好 05-01
- 苏州手动卷帘式空气过滤器种类 05-01
- 无锡板式过滤器供应商 05-01
- 嘉兴袋式空气过滤器种类 05-01
- 苏州高效过滤器产地 05-01
- 杭州过滤器厂家 04-30
- 苏州卷绕式空气过滤器销售 04-30
- 杭州V型过滤器批发 04-30
- 常州手动卷绕式空气过滤器滤芯 04-30
- 河北卷绕式空气过滤器厂家 04-30