螺杆真空泵凭借无油、抗腐蚀、抽速稳定的特性,在10⁻¹~10⁻³Pa高真空区间已成为主流选择,极限真空度可达5×10⁻³Pa以下,满足半导体、真空镀膜等重点工艺需求。未来技术突破将聚焦于:更高真空度,通过陶瓷转子、多螺杆设计挑战10⁻⁴Pa级别,逐步替代部分涡轮分子泵的应用场景;智能化与模块化,集成传感器与AI算法,实现真空度、能耗、寿命的动态优化;极端工况适应性,开发耐1000℃高温、抗强辐射的特殊型号,拓展至核聚变、航天模拟等前沿领域。转子不平衡:螺杆真空泵的重点部件螺杆转子在制造和安装过程中,若存在质量分布不均匀的情况,就会导致转子不平衡。当转子高速旋转时,不平衡质量会产生离心力,引发周期性的振动。淄博干式真空制订了严格的管理制度,并在公司内部渗透,明确了质量方针,进而设立品质保证机制。滨州钛材螺杆真空泵定做
温度与热管理,其气体压缩温升(可达80-120℃)会导致转子热膨胀,间隙缩小甚至卡死;同时,高温使气体粘度增加,流动阻力上升。实验表明,泵腔温度每升高10℃,抽气能力下降3%-5%。冷却系统失效时,转子热变形量可达0.03-0.05mm,超过设计间隙的50%,导致严重泄漏。入口压力与工作范围,抽气能力在临界压力点(通常10-100Pa)达到峰值,低于此压力时,气体分子自由程增大,粘性流转为分子流,抽速下降;高于此压力时,压缩功增加,效率降低。极限真空度与抽气能力呈负相关,例如极限真空1Pa的泵,在100Pa时抽速比极限真空10Pa的泵高30%。滨州钛材螺杆真空泵定做淄博干式真空拥有一站式服务产品体系的团队:团结合作、敬业尽责、共同超越企业使命!
一些特殊表面处理工艺,如喷涂陶瓷涂层,能够使转子表面具有良好的耐高温性能。在高温环境下工作时,这种转子能够保持稳定的性能,不会因为温度过高而发生变形或损坏。在冶金、热处理等行业中,需要在高温环境下进行抽气操作,采用具有良好温度适应性的转子能够满足这些特殊工况的需求。螺杆真空泵的螺杆转子类型多样,每种类型都有其独特的结构特点和性能优势。在实际应用中,需要根据具体的工况需求、工艺要求和使用环境,综合考虑螺杆转子的类型,选择较适合的螺杆真空泵,以实现比较好的性能表现和经济效益。
制造精度对同步性的影响:1.齿形误差(ff):影响啮合线连续性,需控制在5μm以内;2.齿向误差(Fβ):导致载荷分布不均,需通过磨齿工艺控制在8μm以内;3.周节累积误差(Fp):影响传动比稳定性,全齿圈误差需<15μm。(二)安装与调整技术1.轴向定位调整,通过轴承端盖与泵体间的垫片(厚度0.01~0.1mm)调整齿轮轴向间隙,确保转子与泵腔的轴向密封;2.中心距校准,采用精密量棒与千分表测量齿轮副中心距,偏差超过±0.03mm时需修正轴承座安装面;热装工艺:齿轮与轴采用过盈配合(过盈量0.01~0.03mm),加热齿轮至120℃套装,避免装配偏心。3.侧隙优化方法,动态侧隙检测:通过百分表撬动齿轮,实测侧隙需符合设计值(如0.08~0.12mm);误差补偿:当侧隙不足时,可通过研磨齿面或更换偏心轴套调整。淄博干式真空拥有施工、技术指导,及后续服务的跟进等实现完整的“一站式”服务。

对于不符合精度要求的转子,需要进行修正或重新加工,以保证每一对螺杆转子之间的间隙都能达到设计标准。在螺杆真空泵的安装调试过程中,正确的安装方法和细致的调试工作是确保转子间间隙合理的关键环节。安装前,需要对泵体、转子、轴承、同步齿轮等零部件进行严格的清洗和检查,确保零部件表面无杂质、无损伤。安装过程中,要严格按照安装工艺要求进行操作,确保各个零部件的安装位置准确无误。在安装同步齿轮时,要精确调整齿轮的啮合间隙,保证两根螺杆转子能够精确同步旋转,避免因齿轮啮合不良导致转子间的间隙发生变化。您的满意,是我们淄博干式真空的承诺。重庆螺杆真空泵定做
淄博干式真空定期组织全员培训,提高员工的管理、技能水平。滨州钛材螺杆真空泵定做
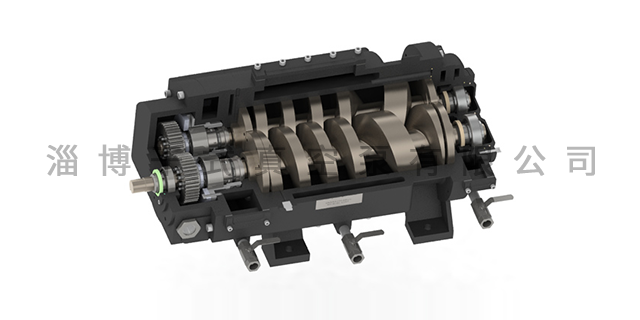
螺杆转子在真空泵运行过程中承担着气体的吸入、压缩和排出任务。当主动螺杆在电机驱动下开始旋转时,通过同步齿轮的精确传动,从动螺杆与之进行反向同步旋转。在旋转过程中,螺杆齿间的容积会发生规律性变化。在吸气阶段,齿间容积逐渐增大,形成低压区域,外界气体在压力差的作用下被吸入齿间容积内;随着螺杆的继续旋转,齿间容积开始减小,气体被逐步压缩,压力不断升高;当齿间容积减小到与排气口连通时,压缩后的气体便通过排气口排出泵体。整个过程中,螺杆转子的精确配合和稳定旋转是实现连续、高效抽气的关键。滨州钛材螺杆真空泵定做