- 品牌
- 路成
- 型号
- 硅酸铝陶瓷纤维
- 产地
- 山东淄博
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 陶瓷纤维
硅酸铝陶瓷纤维异形件:这类异形件的基础材料是硅酸铝,其耐热温度范围通常在550℃至1260℃之间,适合中低温隔热应用,如家用电器、普通工业炉窑的隔热层。氧化铝陶瓷纤维异形件:以氧化铝为主要成分,其耐热性能显著提高,耐温范围可达1260℃至1450℃,适用于更严苛的高温环境,如钢铁、玻璃制造的高温炉膛隔热。氧化锆增韧陶瓷纤维异形件:通过加入氧化锆或其他高性能材料,这类异形件的耐热性能进一步增强,耐温范围可高达1450℃至1600℃以上,特别适用于航空航天、装备的高温部件保护以及极端环境下的隔热。路成新材尽自己所能满足客户需求的企业。云南陶瓷纤维异形件
陶瓷纤维异形件的成型工艺多种多样,根据产品的形状和性能要求,常见的有以下几种方法:干法成型:通过压力或抽真空的方式,将混合好的纤维和结合剂粉末压制成所需的形状。此法适合制作复杂形状的异形件。湿法成型:将纤维与水及结合剂混合成浆料,然后注入模具中,经脱水干燥成型。这种方法有利于生产表面光洁度要求高的产品。纺丝成型:对于长纤维异形件,采用熔融纺丝或溶液纺丝技术,直接从熔体或溶液中拉丝成型,随后根据需要切割或编织成特定形状。云南陶瓷纤维异形件路成新材以质量好,信誉高,速度快,的团队风貌,竭诚为社会提供服务。

作为增强剂,氧化锆的加入能够显著提高陶瓷纤维的抗热震性、化学稳定性和机械强度,尤其是在频繁温变或化学腐蚀严重的工况下。结合剂:为了提高异形件的强度和韧性,制造过程中会加入一定比例的有机或无机结合剂。这些结合剂在高温下会炭化或烧结,形成稳定的结构,使异形件在保持轻质的同时具有足够的机械强度。添加剂:根据具体应用需求,可能还会添加一些微量元素或化合物作为添加剂,以改善材料的特定性能,如提高抗氧化性、耐蚀性或改善成型性。
陶瓷纤维异形件的制造技术湿法成型:通过将陶瓷纤维浆料注入模具中,干燥固化后形成所需形状。这种方法适用于复杂形状的异形件制造,但干燥时间较长,可能影响生产效率。干法压缩:直接将陶瓷纤维通过机械压缩成所需的形状,随后进行烧结固定。该方法成型快,适合大批量生产简单形状的异形件。三维打印:随着材料科技的发展,三维打印技术也开始应用于陶瓷纤维异形件的制造,能够精确控制产品的内部结构和外部形态,尤其适合于高度定制化的需求。缝合与粘接:对于某些大型或特殊结构的异形件,可以通过缝合或使用高温粘合剂将陶瓷纤维布片拼接成型,此方法灵活性高,但可能一定的整体强度。路成新材采用科学的管理模式和经营理念。

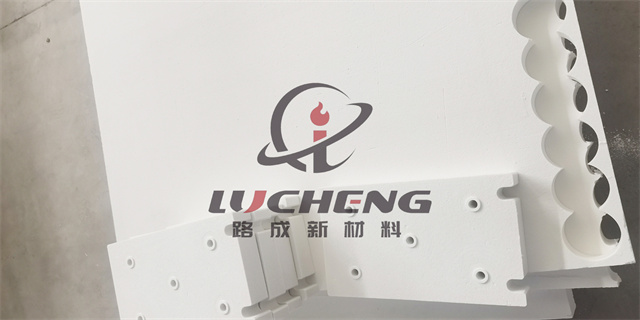
陶瓷纤维异形件是通过将陶瓷纤维原料(如氧化铝、硅酸盐等无机非金属材料)经过特殊工艺处理,形成具有特定形状和尺寸的耐火、隔热制品。这些异形件能够满足各种热工设备特殊部位的耐高温、隔热需求,其主要特性包括:低热导率与低热容量:有效阻隔热量传递,降低设备表面温度,提高能效。耐高温性:能在极高温度下保持结构稳定,使用温度范围,一般可达1050至1600℃。轻质:密度低,减轻设备负载,同时具有良好的机械强度和自支撑性。抗热震性:在快速温变环境中表现出色,不易因热膨胀不均而导致损坏。化学稳定性:耐腐蚀,不易与多数化学品反应,适用于恶劣工况。易于加工与安装:未烧结的材料便于切割或机加工,安装灵活简便。路成新材为广大顾客提供便捷、及时、周到的服务。云南陶瓷纤维异形件
路成新材保证质量,售后更放心!云南陶瓷纤维异形件
熔融纺丝技术是制造陶瓷纤维异形件的关键技术之一。该技术通过熔融原料并喷丝拉制的方式制备出陶瓷纤维,具有生产效率高、纤维质量好等优点。然而,熔融纺丝技术也面临着一些挑战,如原料熔融温度高、喷丝孔易堵塞等问题。因此,在熔融纺丝过程中需要严格控制工艺参数,优化喷丝孔设计和清洁维护等措施,以确保纤维的质量和产量。成型技术是制造陶瓷纤维异形件的另一个关键技术。由于陶瓷纤维异形件具有复杂的形状和尺寸要求,因此成型技术需要具有较高的精度和灵活性。目前,常见的成型方法包括模压成型、真空成型和注浆成型等。这些方法各有优缺点,需要根据产品的具体要求进行选择和优化。同时,在成型过程中还需要注意控制纤维的排列和分布,以提高产品的强度和稳定性。云南陶瓷纤维异形件
- 福建陶瓷纤维挡水板 2024-11-13
- 重庆陶瓷纤维疑难异形件厂家 2024-11-12
- 贵州陶瓷纤维挡水板去哪买 2024-11-11
- 甘肃陶瓷纤维异形件生产厂家 2024-11-10
- 安徽陶瓷纤维疑难异形件哪家好 2024-11-10
- 广西陶瓷纤维无机辊道密封件去哪买 2024-11-09
- 黑龙江陶瓷纤维无机辊道密封件生产厂家 2024-11-09
- 山西陶瓷纤维无机辊道密封件厂家 2024-11-08