- 品牌
- 方鼎
- 型号
- 齐全
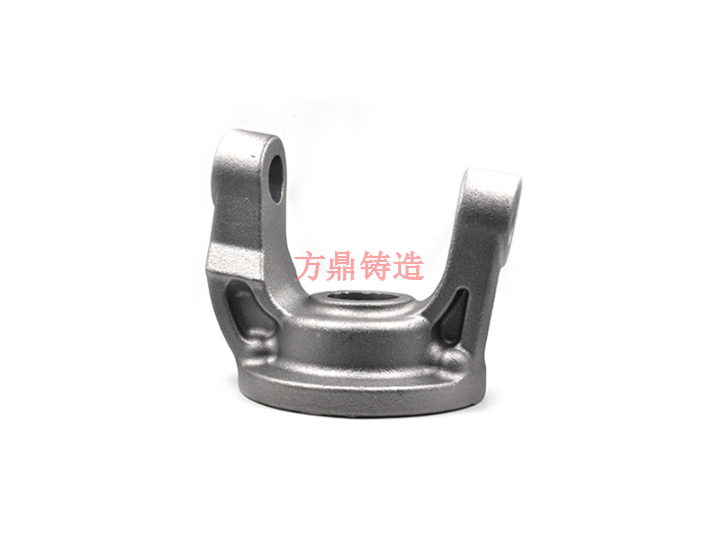
- 适用对象
- 田园管理机,开沟机,耕整机,播种机,收割机,犁
- 加工定制
- 是
- 材质
- 合金钢 碳素钢 不锈钢系列
- 面向地区
- 全国
- 产品类型
- 全新
- 配件类型
- 插秧机配件,通用配件,微耕机配件,收割机配件,割灌机配件,农用车配件,拖拉机配件,柴油机配件,割草机配件
- 产地
- 江苏
- 厂家
- 南通方鼎精密铸造有限公司
南通方鼎精密铸造厂研发部门擅长把难加工的曲面内腔,其流线型外廓与冷却用内腔,用机械加工工艺几乎无法形成。用熔模精密铸造工艺生产。不仅可以做到批量生产,保证了铸件的一致性,而且避免了机械加工后残留刀纹的应力集中。南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,不断进行产业技改,采用全自动射蜡机,制壳焙烧流线线生产,节省的人力,有效控制技术质量参数,缩短了铸造流程时间。南通方鼎精密铸造有限公司是一家专业提供精密铸造的公司,有想法的可以来电!南通铸铁精密铸造厂家排名
世人看到“CHINA”想到的是“中国和陶瓷”,看到“founding”想到的是“司母毋大方鼎和铸造”!方鼎精密铸造公司的得名是源于商代灿烂的铸造文化和现代铸造工艺的传承!一年是一棵大树,二十年年是一片森林;一年是一段助跑,二十年年是一次飞跃;一年是一次挑战,二十年年年是一次登顶!方鼎公司员工二十年回顾短片拉开序幕。短片浓缩了方鼎在中国十五年的发展历程,以的创新技术、深入的行业合作,以及十年来团队的发展和取得的辉煌荣誉为主线,与到场来宾共同重温了激动人心的二十年光辉岁月。“方鼎在风雨兼程的二十年历程中,除了继承军旅文化的创新与奉献、诚实与正直、信任,尊重与团队合作,还增加了速度、专注和负责到底的方鼎精神。以不断攀升的销售记录和不断扩展的事业领域,勾画出我们的成长轨迹,描述了我们为机械行业奋斗探索的铸造生涯。南通方鼎精密铸造有限公司法人:管玉柱经营模式:生产型河北水玻璃精密铸造厂家推荐精密铸造,就选南通方鼎精密铸造有限公司。

南通方鼎精密铸造有限公司工艺流程压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库铸造生产流程大体就是这样总的来说可以分为压蜡、制壳、浇注、后处理、检验压蜡包括(压蜡、修蜡、组树)压蜡---利用压蜡机进行制作腊模修蜡---对腊模进行修正组树---将腊模进行组树制壳包括(挂沙、挂浆、风干)浇注包括(焙烧、化性分析也叫打光谱、浇注、震壳、切浇口、磨浇口)后处理包括(喷砂、抛丸、修正、酸洗)检验包括(蜡检、初检、中检、成品检)
中国约在公元前1700~1000年之间已进入青铜铸件的全盛期,工艺上已达到相当高的水平。铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法。被铸物质多为原为固态但加热至液态的金属,而铸模的材料可以是砂、金属甚至陶瓷。因应不同要求,使用的方法也会有所不同。中文名铸造外文名Casting精密成形技术包括:精密铸造(湿膜精密成形铸造、刚型精密成形)这些技术地应用于汽车、洗衣机、家电、电器等产品关键件的生产,如进(排)气管、转向节、精密连杆及复杂轮廓件(如汽车车身)的制造,南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,精密铸造,就选南通方鼎精密铸造有限公司,用户的信赖之选,有想法的不要错过哦!

方鼎精铸铸钢件航空航天设备配件。飞机上使用的铸钢件历史悠久。在20世纪30年代,钢铸件被用作起落架外壳和其他部件。现代喷气式飞机也使用钢铸件,如发动机支架和刹车支撑板。研制导弹时,应采用单轨进行水平高速滑行试验和头部撞击试验,运行速度可达48MaHz。水平滑动试验所用的滑块和刹车部件均为锰钼钒低合金钢铸件。铸钢件也用于导弹运输、安装和发射装置的一些关键部件。导弹底部的发射台采用铬镍钼低合金铸件,火箭壳体的机翼支架也采用低合金钢铸件。⑦方鼎精铸铸钢件容器设备配件。石油天然气井口包装用防喷器的部件均为低合金钢或马氏体不锈钢铸件,如壳体、顶盖等。由于这些零件需要承受高达140兆帕的压力,铸造这些零件时必须确保铸件的表面质量和内部质量。公司生产多类型石油井管道抱箍,电缆保护器,复位器。⑧方鼎精铸铸钢件船舶配件。大型船舶上的许多重要部件也是由铸钢件制成的,如头柱、尾柱、锚链和导管、舵杆、缆绳舵系泊等。精密铸造,就选南通方鼎精密铸造有限公司,用户的信赖之选,有需要可以联系我司哦!南通钢精密铸造厂家推荐
精密铸造,就选南通方鼎精密铸造有限公司,用户的信赖之选,欢迎您的来电哦!南通铸铁精密铸造厂家排名
中文名熔模精密铸造工艺外文名precision-investmentcasting别名熔模铸造或失蜡铸造工艺名称精密铸造熔模铸造又称"失蜡铸造"。熔模铸造通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。由于采用蜡质材料来制造,故常将熔模铸造称为“失蜡铸造”。南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,不断进行技改,采用全自动射蜡机,制壳焙烧流线线生产,节省的人力,有效控制技术质量参数,缩短了铸造流程时间。南通铸铁精密铸造厂家排名

南通方鼎铸钢厂的蜡(模)料的线收缩率约为0.9-1.1%。c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。d.蜡模径向收缩率为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响(射蜡温度为57-59℃,温度越高收缩越大)。(4)制壳材料的影响:采用锆英砂、锆英粉、上店砂、上店粉,因其膨胀系数小,为4.6×10-6/℃,因此可以忽略不计。(5)型壳焙烧的影响:由于型壳的膨胀系数小,当型壳温度为1150℃时,为0.053%,因此也可以忽略不计。(6)浇铸温度的影响:浇注温度越高,收缩率越大,浇注温度低,收缩率越小...
- 甘肃阀体精密铸造厂家推荐 2024-04-28
- 淮安钢精密铸造源头厂家 2024-04-27
- 天津铸铁精密铸造供应商 2024-04-26
- 常州碳素钢精密铸造厂家排名 2024-04-24
- 江苏合金钢精密铸造厂家 2024-04-24
- 陕西工程机械配件精密铸造供应商 2024-04-24
- 甘肃碳素钢精密铸造供应商 2024-04-24
- 南通铸铁精密铸造厂家排名 2024-04-23
- 安徽钢精密铸造厂家排名 2024-04-23
- 北京工程机械配件精密铸造厂 2024-04-22




- 无锡铸铁精密铸造流水线 2024-04-21
- 轨道交通配件精密铸造厂家排名 2024-04-21
- 无锡精密铸造多年行业经验 2024-04-21
- 连云港钢精密铸造规模 2024-04-20
- 无锡水玻璃精密铸造厂 2024-04-20
- 无锡精密铸造 2024-04-20





- 中国台湾五金配件铸钢件厂联系方式 05-16
- 安徽卡车铸钢件厂有限公司 05-16
- 重庆石蜡铸钢件厂家排名 05-16
- 江苏管铸钢件厂多年行业经验 05-16
- 甘肃工程机械配件铸钢件厂供应商 05-16
- 重庆卡车铸钢件厂 05-15
- 上海轨道交通铸钢件厂定制 05-15
- 四川硅溶胶铸钢件厂 05-15
- 安徽水玻璃铸钢件厂联系方式 05-15
- 中国台湾精密铸钢件厂多年行业经验 05-15