- 品牌
- 方鼎
- 型号
- 齐全
- 加工定制
- 是
- 产地
- 江苏
- 厂家
- 南通方鼎精密铸造有限公司
南通方鼎精密铸造有限公司成立于2005年,坐落于江苏省南通市通州湾开发区中南高科产业园九栋。经营范围包括铁路机车车辆配件、汽车配件、电控内燃机活塞销、钢铁铸件、模具制造;铸钢、铸铁产品的技术研发生产、技术服务;熔模铸造,也称失蜡铸造:选用适宜的熔模材料(如石蜡)制造熔模;在熔模上重复沾耐火涂料与撒耐火砂工序,硬化型壳及干燥;再将内部的熔模溶化掉,获得型腔;焙烧型壳以获得足够的强度,及烧掉残余的熔模材料,;浇注所需要的金属材料;凝固冷却,脱壳后清砂,从而获得高精度的成品。根据产品需要或进行热处理与冷加工和表面处理。铸件,就选南通方鼎精密铸造有限公司,让您满意,期待您的光临!不锈钢铸件厂家推荐

南通方鼎精密铸造有限公司生产的铸钢件的用途,几乎涵盖了所有机械设备、建筑设备、工程机械、农业机械、工具和配件等领域。随公司的不断发展,铸钢件的质量还将不断提高,为各行各业的发展提供服务。南通方鼎精密铸造有限公司生产的铸钢件精密铸件是采用石蜡制型的铸造工艺,生产具有高精度、高表面质量和良好功能性能的铸造件。精密铸件应用于航空航天、汽车、机械、电子等领域。在航空航天领域,精密铸件主要应用于航空发动机、涡轮叶片、飞机轮毂、飞机起落架等部件中。这些部件对尺寸精度和材料性能要求非常高,而精密铸件可以满足这些要求。不锈钢铸件厂家推荐南通方鼎精密铸造有限公司致力于提供铸件,欢迎您的来电!

第二,形成一些结构合理、整体水平高的产学研结合的研发和教育培训基地,能不断向企业输送专业人才,不断开发出高质量、铸造材料新品种,满足对铸造材料日益增长的需要,同时逐步加大技术出口的力度。第三,要完成产业结构调整,招聘创新能力的铸造人才形成相对集中的“小型巨人”和“明星企业”,实现“专业化、规模化”生产。特别是要涌现一、两个可与世界企业抗衡的骨干企业,它们的技术水平高,工艺装备精良,资金雄厚,管理水平先进,能不断向市场提供铸造材品,市场占有率高。精密铸造行业若能达到以上的发展目标,壮大自己,那么精密铸造行业定能发挥它在铸造行业内的先锋模范和带头作用,带动铸造产业发展。南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,不断进行技术改进,采用全自动射蜡机,制壳焙烧流线线生产,节省的力,有效控制技术质量参数,缩短了铸造流程时间。
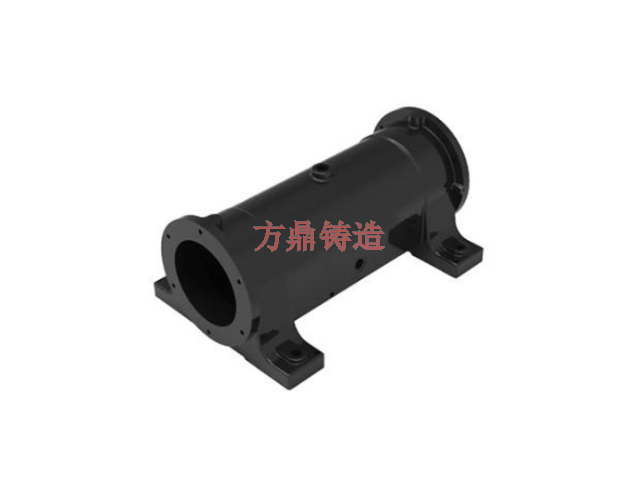
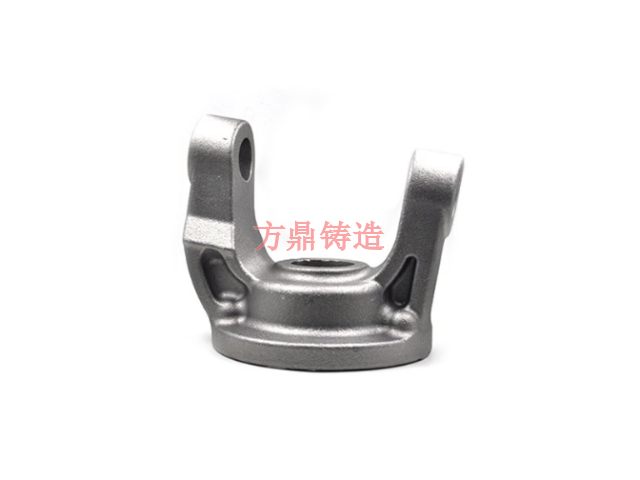
方鼎铸造生产的建筑、工程机械及其他车辆配件建筑机械和工程机械的工况条件都很差,大部分零件都承受高的负荷或需耐受冲击磨损,其中很大一部分是铸钢件,如行动系统中的主动轮、承重轮、摇臂、履带板等。一般汽车很少用铸钢件,但特种越野车和重型货车的行动部分也用不少的铸钢件4.方鼎铸造生产的迅达电梯,奥的斯电梯配件,包括安全钳臂,轴承座,钢丝绳卡头等等南通方鼎精密铸造有限公司生产的铸钢件可以用于制造各种机械设备的零部件。例如,汽车、火车、飞机等交通工具中的发动机、变速器、轮毂、制动器等都需要使用铸钢件。此外,各种工业机械设备中的齿轮、轴承、减速器、液压缸等也需要使用铸钢件。铸件,就选南通方鼎精密铸造有限公司,用户的信赖之选,有需求可以来电!
中文名熔模精密铸造工艺外文名precision-investmentcasting别名熔模铸造或失蜡铸造工艺名称精密铸造熔模铸造又称"失蜡铸造"。熔模铸造通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。由于采用蜡质材料来制造,故常将熔模铸造称为“失蜡铸造”。南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,不断进行技改,采用全自动射蜡机,制壳焙烧流线线生产,节省的人力,有效控制技术质量参数,缩短了铸造流程时间。南通方鼎精密铸造有限公司是一家专业提供铸件的公司,期待您的光临!不锈钢铸件厂家推荐
南通方鼎精密铸造有限公司致力于提供铸件,有需求可以来电!不锈钢铸件厂家推荐
国际标准ISO4948/1规定,铸造钢的分类按化学成分可分为非合金钢和合金钢。而在ISO4948/2中又规定,非合金钢和合金钢按主要质量级别和主要性能及使用特性分类。我国“铸造钢的分类”国家标准,等效采用了ISO国际标准的分类方法,即按化学成分可分为非合金钢和合金钢。而非合金钢和合金钢又可按主要质量等级和主要特性分类。南通方鼎精密铸造有限公司采用的失蜡铸造铸造工艺生产系列的碳素钢,合金钢,不锈钢精密铸造零件,有德国进口的光谱仪,20吨拉力直读试验机等检测设备实验室不锈钢铸件厂家推荐

一般情况下,精密铸造件尺寸精度是受铸件结构、铸件材质、制模、制壳、焙烧、浇注等多方因素影响的,其中任何一个环节设置、操作不合理都会使铸件的收缩率产生变化,导致铸件尺寸精度与要求有偏差。以下是可造成精密铸件尺寸精度缺陷的因素:(1)铸件结构的影响:a.铸件壁厚,收缩率大,铸件壁薄,收缩率小。b.自由收缩率大,阻碍收缩率小。(2)铸件材质的影响:a.材料中含碳量越高,线收缩率越小,含碳量越低,线收缩率越大。b.常见材质的铸造收缩率如下:铸造收缩率K=(LM-LJ)/LJ×100%,LM为型腔尺寸,LJ为铸件尺寸。K受以下因素的影响:蜡模K1、铸件结构K2、合金种类K3、浇注温度K4。(3)制模对铸...
- 天津轨道交通铸件源头厂家 2024-10-23
- 江苏管铸件供应商 2024-10-22
- 陕西五金配件铸件公司排名 2024-10-20
- 江苏精密铸件厂家推荐 2024-09-27
- 安徽合金钢铸件供应商 2024-09-25
- 重庆阀体铸件公司排名 2024-09-24
- 甘肃汽车铸件厂 2024-09-22
- 河北精密铸件厂 2024-09-21
- 重庆阀体铸件有限公司 2024-09-20
- 安徽卡车铸件厂家 2024-09-19
- 宁夏阀体铸件 2024-09-13
- 上海精密铸件公司排名 2024-09-08
- 不锈钢铸件厂家推荐 2024-07-11
- 安徽五金配件铸件流水线 2024-07-08
- 新疆管铸件铸钢 2024-07-08
- 重庆铸件源头厂家 2024-07-08



- 安徽合金钢铸件供应商 09-25
- 重庆阀体铸件公司排名 09-24
- 甘肃汽车铸件厂 09-22
- 河北精密铸件厂 09-21
- 重庆阀体铸件有限公司 09-20
- 安徽卡车铸件厂家 09-19
- 江苏精密铸件厂 09-18
- 北京阀体铸件来图 09-17
- 宁夏碳素钢铸钢规模 09-16
- 工程机械配件铸件有限公司 09-15