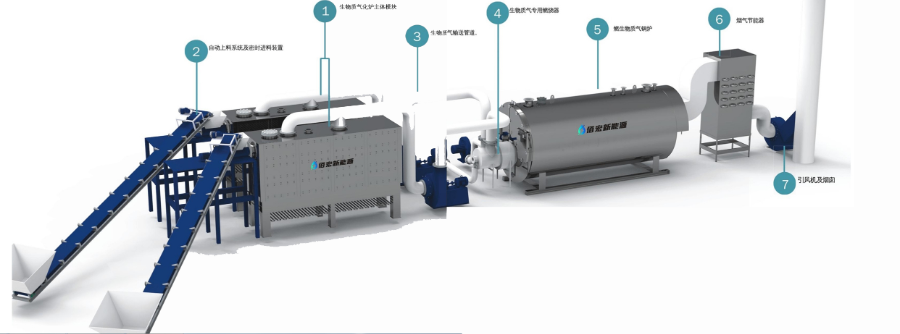
佰宏新能源生物质气化炉的重点优势在于高效稳定的气化系统,其采用三级净化工艺确保燃气品质。一级净化通过旋风分离器去除燃气中的大颗粒灰尘和炭黑;二级净化采用水冷喷淋塔,降低燃气温度并进一步净化细小颗粒物;三级净化使用活性炭吸附装置,深度去除焦油和有害杂质,使燃气焦油含量控制在 50mg/Nm³ 以下,远低于行业标准。这套净化系统不*延长了燃气发动机、燃烧器等下游设备的使用寿命,还减少了污染物排放,符合国家环保要求,经检测排放的烟尘、二氧化硫等指标均优于国家标准限值。生物质气化炉的设计注重节能与环保的平衡。新余化工厂生物质气化炉采购

佰宏新能源生物质气化炉在农业领域的应用有效解决了农产品烘干难题。设备配套的燃气热风炉可提供 80 - 300℃的洁净热风,用于粮食、果蔬、中药材等农产品的烘干作业。与传统电烘干或燃煤烘干相比,生物质气化烘干成本降低 40% - 50%,且热风温度稳定,温差控制在 ±5℃以内,保证烘干品质。例如在粮食烘干中,设备可根据不同谷物品种预设烘干曲线,自动调整热风温度和风速,实现低温慢烘,减少粮食爆腰率;在果蔬烘干中则通过分段控温,保留农产品营养成分和风味,烘干效率提升 30% 以上。新余化工厂生物质气化炉采购生物质气化炉的原料适应性强,多种生物质均可作为燃料。

佰宏新能源生物质气化炉的经济性分析显示其具有明显的投资回报优势。以一套处理量 200kg/h 的工业供热系统为例,设备投资约 80 万元,年运行时间 7000 小时,消耗生物质原料约 1400 吨,原料成本约 28 万元(按 200 元 / 吨计),年节省燃煤成本约 60 万元,投资回收期约 2 - 3 年。对于发电系统,除能源节省外,还可享受国家可再生能源电价补贴,进一步缩短投资回报周期。相比太阳能、风能等新能源,生物质气化炉不受天气影响,运行稳定,收益可预测性强。
广州佰宏新能源科技股份有限公司自成立以来,始终坚持以科技创新为驱动力,在双效微风发电领域深耕细作,取得了丰硕的成果。公司目前已拥有 30 余项发明,涵盖设备设计、制造工艺、智能控制等多个关键环节,构建了完善的知识产权保护体系。在项目实践方面,成功实施了数百个双效微风发电项目,分布于全国 20 多个省市自治区,涉及居民用电、工业生产、交通运输等多个领域,积累了丰富的项目经验和良好的市场口碑。公司多次参与国家和地方的新能源项目招投标,凭借先进的技术、可靠的产品和高质量的服务,在激烈的市场竞争中脱颖而出,中标多个重大项目。未来,公司将继续秉持 “创新驱动、绿色发展” 的理念,不断提升自身竞争力,致力于成为全球微风发电解决方案提供商,为推动世界能源变革、实现人类可持续发展贡献更多的智慧和力量。生物质气化炉可与太阳能、风能等可再生能源互补使用。
佰宏新能源生物质气化炉助力用户实现 “双碳” 目标,具有明显的减排效益。根据测算,一台处理量 300kg/h 的气化炉每年可消耗生物质原料约 2000 吨,替代标准煤约 1000 吨,减少二氧化碳排放约 2500 吨,相当于种植 14 万棵树的固碳效果。设备燃烧产生的二氧化碳属于生物质天然循环,不会增加大气中二氧化碳净含量,实现碳中性。在国家 “双碳” 政策推动下,生物质气化技术作为成熟的清洁能源技术,为工业、农业、能源等领域的碳减排提供了切实可行的解决方案,市场前景广阔。生物质气化炉以生物质为原料,通过热化学转化过程,释放出可燃气体。新余化工厂生物质气化炉采购
它可将生物质的化学能高效地转化为可供利用的燃气能。新余化工厂生物质气化炉采购
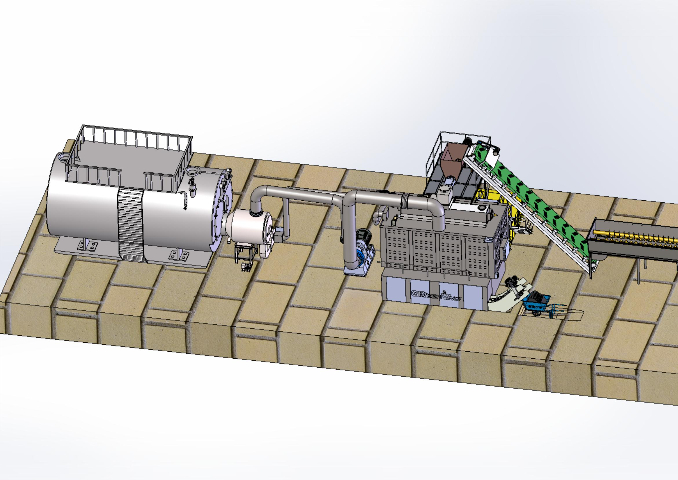
广州佰宏新能源科技股份有限公司的生物质气化炉作为清洁能源设备的重点产品,采用先进的热解气化技术,将农林废弃物高效转化为可燃气。该设备以秸秆、木屑、稻壳、树枝等生物质为原料,通过在缺氧环境下的高温热解反应(温度控制在 600 - 1000℃),使生物质中的碳、氢等元素转化为一氧化碳、氢气、甲烷等可燃气体混合物,即生物质燃气。与传统直燃方式相比,气化效率提升至 75% 以上,减少能源浪费。设备采用模块化设计,单台处理量从 50kg/h 到 500kg/h 不等,可根据用户需求灵活配置,普遍适用于工业供热、农业烘干、发电等场景。新余化工厂生物质气化炉采购
广州佰宏新能源科技股份有限公司坐落于广州中新知识城,是一家国家级高新技术企业、广东省专精特新企业,专注于工业锅炉水、循环水智慧节能解决方案研发与落地,聚焦工业节能环保赛道。公司深耕行业多年,依托产学研协同创新模式,汇聚高质量科研资源,自主研发节能除垢系统产品,突破传统工业水处理技术瓶颈,可实现设备不停机清洗、在线防垢除垢、智能能耗管控,有效帮助工业企业降本增效、节能减排,适配各类重工、建材、能源企业生产场景。凭借过硬的技术实力与靠谱的服务品质,公司产品及解决方案已广泛应用于宝武钢铁、华润水泥、中国建材等头部企业,收获行业高度认可。依托院士创新中心技术赋能,公司持续迭代创新技术,目前已启动上市培育工作。企业坚守绿色创新初心,深耕双碳领域,致力打造工业水处理节能企业,为工业绿色低碳转型赋能助力。