有色金属如铝合金、黄铜等具有质地较软、易粘连的特点,超声波刀柄需优化参数以提升加工效果。加工铝合金时,采用高频中振幅(35-38kHz,振幅 8-10μm),配合高速钢或硬质合金刀具,减少材料粘连刀具;控制进给速度在 200-300mm/min,提升加工效率的同时避免表面熔融;采用风冷或煤油作为切削液,避免水溶性切削液导致的表面氧化。加工黄铜时,选用中高频振动(32-35kHz),振幅 6-8μm,降低切削力,减少表面划痕;刀具选用锋利的金刚石涂层刀具,提升切削流畅性;适当提高主轴转速,配合适中进给速度,使切削更平稳。参数优化还需根据有色金属的具体型号与加工工序调整,例如薄壁铝合金件加工需降低功率与振幅,避免变形;黄铜螺纹加工需调整振动频率与进给速度匹配,确保螺纹精度。通过参数优化,超声波刀柄在有色金属加工中可有效避免粘连、划痕、熔融等问题,提升表面质量与加工效率。超声波刀柄在操作过程中具有一定的危险性,因此安全性是制作过程中的一个重要难点。广州大功率超声波刀柄价格
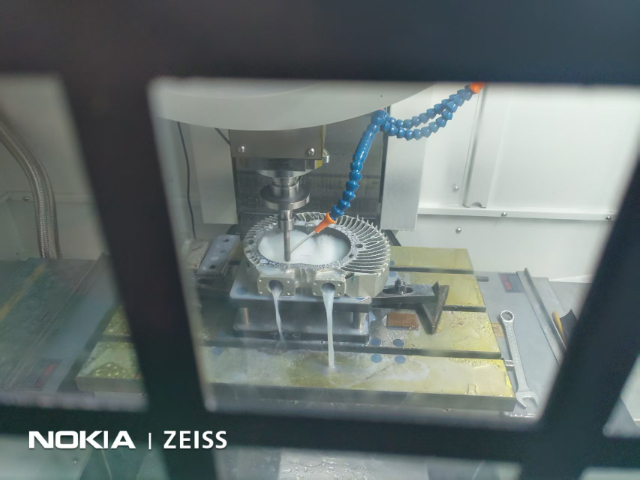
航空航天零部件多采用难加工材料与复杂结构,超声波刀柄通过专属适配特性满足加工需求。针对航空航天常用的钛合金、高温合金、复合材料等,超声波刀柄优化振动参数与能量传递效率,在零部件精密铣削、钻孔、螺纹加工中,减少切削力与加工硬化,保障零部件力学性能。对于复杂曲面零部件加工,超声波刀柄的轻量化设计与精细振动控制,配合五轴机床实现复杂路径加工,曲面表面光洁度高,尺寸误差小;在薄壁航空零部件加工中,采用低功率、低振幅参数与柔性夹持方式,避免零部件变形,满足航空航天对零部件轻量化与高精度的要求。此外,超声波刀柄的高稳定性与长寿命设计,适配航空航天零部件批量生产需求,减少设备故障与更换频率,保障加工一致性。其适配特性让超声波刀柄成为航空航天零部件加工的重要设备,为航空航天产业发展提供技术支撑。广州大功率超声波刀柄价格5.调试:接通电源,调整超声波发生器的频率和功率,确保刀头产生适量的振动。

定期维护保养是延长超声波刀柄使用寿命的中心,日常需重点关注清洁、润滑与参数校准。每周需对刀柄锥面、夹爪进行清洁,用清洁剂去除油污与切屑,夹爪缝隙可通过细毛刷清理;每月对夹爪添加润滑脂,减少运动部件摩擦,确保开合顺畅;每季度进行振动参数校准,通过专业设备检测频率、振幅是否符合标准,及时调整偏差。常见故障处理方面,若出现夹持力下降,需检查夹爪是否磨损或驱动部件松动,更换磨损件并紧固螺栓;若振动异常,可能是锥面贴合不良或内部组件损坏,需重新清洁安装或联系售后检修;若刀柄发热严重,需排查冷却系统是否正常或参数设置是否合理,降低功率或停机冷却。建立完善的维护台账,记录维护时间、内容与故障处理情况,便于及时发现潜在问题,避免故障扩大,保障加工工作的连续性。
高温环境加工对超声波刀柄的性能提出更高要求,需通过特殊设计实现稳定适配。首先选用耐高温材质,刀柄主体采用耐高温合金钢,能够在 100-150℃环境下保持结构稳定;内部振动组件采用耐高温压电陶瓷,确保在高温下不发生性能衰减。其次强化散热设计,增加散热片面积或采用强制风冷系统,将高温环境下的刀柄工作温度控制在安全范围,避免组件过热损坏。密封部件采用耐高温密封圈,防止高温下老化失效,确保切削液不渗透。在参数调整上,高温环境下需适当降低超声波功率 10%-15%,避免功率过高加剧发热,同时缩短连续工作时间,每工作 1 小时停机冷却 10 分钟。此外,定期检查高温环境下使用的超声波刀柄,重点查看密封性能、振动参数与组件磨损情况,及时更换老化部件,通过适配方案,让超声波刀柄能够在高温加工场景中可靠运行。6.使用完毕后,应及时关闭电源,避免长时间通电导致设备损坏。

深孔加工面临排屑困难、加工精度难控制等问题,超声波刀柄通过特殊应用技巧解决这些痛点。加工前根据深孔直径与深度选择合适的刀柄长度与刀具类型,优先选用带内冷通道的钻头,配合超声波刀柄的振动功能,提升排屑效率。振动参数设置上,采用中高频振动(30-35kHz),振幅控制在 8-10μm,通过高频振动破碎切屑,使其更易排出,避免切屑堵塞孔道导致刀具磨损或工件损坏。加工过程中采用分段进给方式,每进给 5-10mm 后退刀一次,彻底清理切屑后再继续加工,同时通过切削液高压冲洗孔道,辅助排屑。为保证深孔垂直度,超声波刀柄需与机床主轴精细校准,减少同轴度偏差,加工初期采用低速进给,待钻头稳定进入工件后再提升速度。通过这些应用技巧,超声波刀柄在深孔加工中可有效提升加工效率,控制孔壁粗糙度与垂直度,满足精密机械、航空航天等领域对深孔零件的加工要求。在使用超声波刀柄时,需要注意以下几点: 1.操作前必须仔细阅读使用说明书,了解操作方法和注意事项。上海超声波高刚性刀柄型号
因此,在制作过程中,需要对设备进行严格的温度控制,确保其工作温度在允许的范围内。广州大功率超声波刀柄价格
针对钛合金、高温合金等难加工金属材料的切削痛点,超声波刀柄通过针对性参数调整与结构设计实现高效适配。这类材料的加工难点在于切削力大、加工硬化严重,超声波刀柄通过 25-30kHz 的中低频振动,配合 8-12μm 的振幅,在刀具刃口形成高频冲击切削效应,有效降低切削阻力,减少刀具与材料的摩擦磨损。刀柄夹持部位采用度夹爪,确保刀具安装后的同轴度,避免振动过程中出现刀具偏移,同时选用耐磨涂层处理的夹爪表面,增强夹持稳定性。加工过程中,振动能量能破碎材料内部的加工硬化层,避免硬化层累积影响后续切削,配合脉冲式进给模式,每进给 0.1mm 暂停 0.5s,既能及时排出切屑,又能让材料释放部分应力。通过与硬质合金或陶瓷涂层刀具的协同配合,超声波刀柄可提升难加工金属材料的加工效率,同时降低刀具损耗,改善工件表面质量。广州大功率超声波刀柄价格
集萃智创(无锡)装备科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,集萃智创装备科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
半导体材料如硅片、碳化硅等的加工对精度与表面质量要求极高,超声波刀柄展现出独特应用优势。在硅片切割加...
【详情】超声波刀柄在高频振动过程中会产生一定热量,若热量积聚将导致组件性能衰减与尺寸变形,因此散热设计与热稳...
【详情】超声波刀柄的电磁兼容性设计确保其在复杂电磁环境中正常运行,同时不对其他设备产生干扰。设计上采用电磁屏...
【详情】深孔加工面临排屑困难、加工精度难控制等问题,超声波刀柄通过特殊应用技巧解决这些痛点。加工前根据深孔直...
【详情】超声波刀柄在木材加工中实现环保高效加工,符合绿色制造发展趋势。在实木家具的切割、雕刻加工中,超声波刀...
【详情】模块化设计是现代超声波刀柄的重要发展方向,提升产品灵活性,更简化维修流程。超声波刀柄采用拆分式模块化...
【详情】选型超声波刀柄时,需综合考虑加工需求、设备适配、性能参数等多方面因素,避免盲目选择。首先明确加工材料...
【详情】超声波刀柄的振幅调节范围通常在 5-15μm,不同振幅范围适配不同的加工场景与材料特性。小振幅(5-...
【详情】超声波刀柄的使用寿命受使用方式、维护质量与环境因素影响,建立科学的维护管理规范能有效延长其使用周期。...
【详情】超声波刀柄作为连接机床主轴与刀具的部件,其结构设计直接影响加工稳定性与能量传递效率。质量超声波刀柄通...
【详情】超声波刀柄有多种尺寸规格,选型时需根据加工需求与设备情况精细适配。尺寸规格主要包括锥面类型(BT30...
【详情】