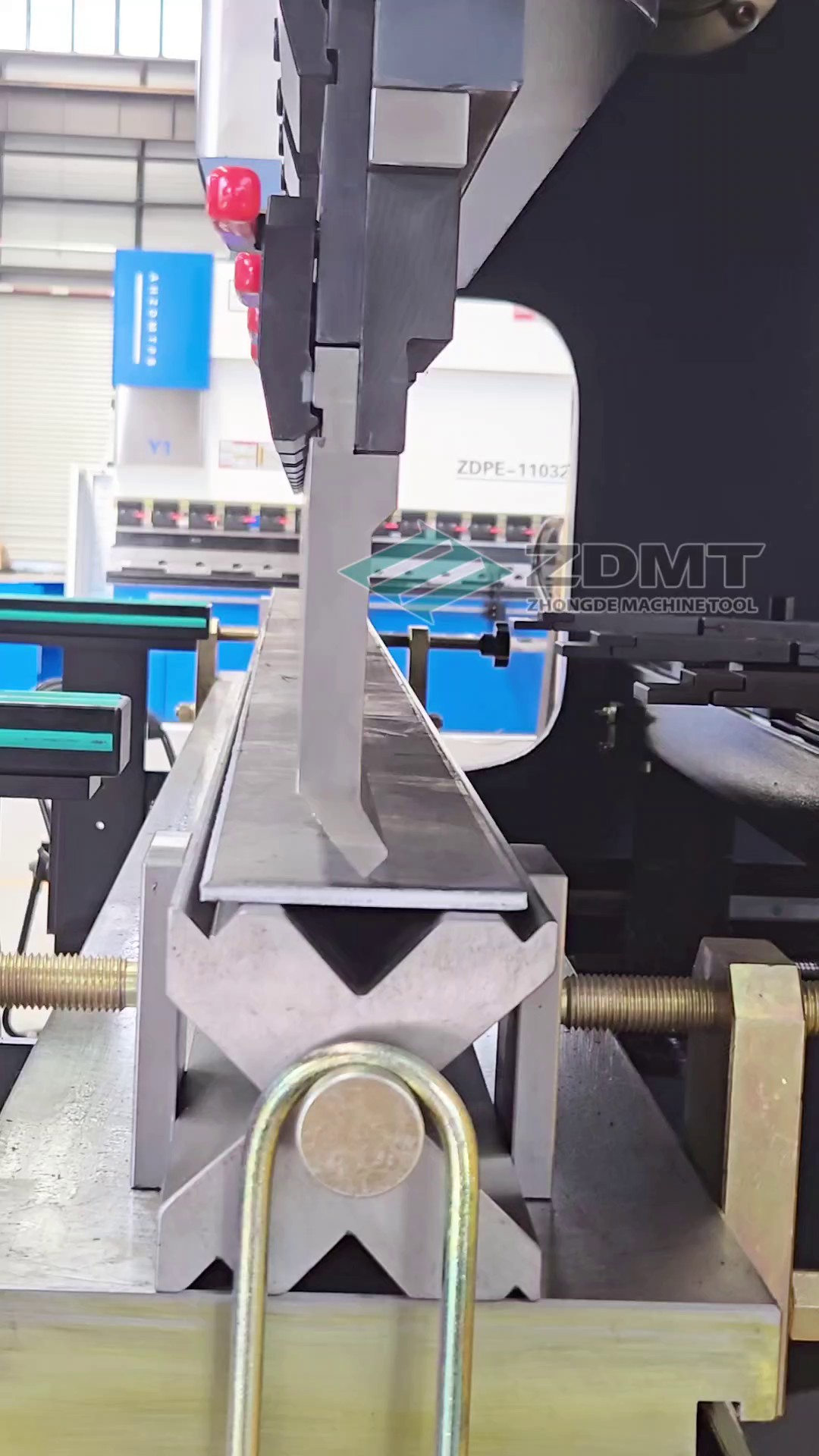
型材折弯机主要用于加工各类型材,如工字钢、槽钢、角钢等,将型材弯曲成预设的弧度和形状,应用于建筑、桥梁、机械制造、钢结构加工等行业。型材折弯机的结构与板材折弯机有所不同,其模具根据型材的形状设计,能够贴合型材的表面,确保折弯过程中型材不会出现变形和损坏,同时保证折弯角度的均匀性。型材折弯机通常采用液压动力系统,能够提供足够的压力,应对型材的折弯需求,适配不同规格、不同材质的型材。根据型材的类型和尺寸,型材折弯机可分为不同的型号,能够加工不同规格的型材,满足各类生产需求。在加工过程中,需要根据型材的材质和尺寸,调整折弯参数,包括压力、速度、行程等,确保折弯效果符合要求,同时需要对型材进行定位,避免出现偏移。折弯机是金属板材加工中用于实现弯曲成型的关键设备。浙江数控液压折弯机系统
折弯机滑块下行行程的调试工作需要细心操作,行程数值把控不当,会直接造成板材弯折过度或是弯折角度不足,产出大量不合格工件。滑块下行行程决定了模具下压的最大距离,距离越大板材弯折形变幅度越大,反之形变幅度偏小。调试行程时对照工件需要的成型标准,缓慢扭动设备调节旋钮逐步改动数值,每调整一次数值就启动设备做空载测试,确认滑块下行极限位置无误。行程初步调试完成之后,取用和生产同款板材做试弯折加工,对照成型工件测量弯折角度,角度偏大就缩小下行行程,角度偏小就适当放大行程距离。反复多次试弯微调,直到试加工工件完全符合生产标准,确定行程数值之后锁定调节构件,避免作业途中数值出现变动。浙江数控液压折弯机系统折弯机运行中出现异响应立即停机检查。

数控折弯机的控制系统是其自动化运行的关键,采用计算机编程技术,能够精确控制折弯角度、滑块行程、送料速度等参数,实现自动化、标准化的加工。操作人员只需根据加工需求,编写对应的程序,输入到控制系统中,设备即可按照程序指令自动完成折弯作业,减少人工操作的误差,提升加工效率。控制系统通常配备显示屏,操作人员可以通过显示屏实时观察加工参数和设备运行状态,方便及时调整参数,应对加工过程中出现的问题。部分数控折弯机还支持远程控制和程序存储功能,便于多台设备协同作业和程序的重复使用,进一步提升生产效率。此外,现代数控折弯机还融入了光栅尺等检测部件,能够实时监测滑块位置,实现闭环控制,进一步提升加工精度,满足复杂零件的加工需求。
折弯机的挡料机构用于定位待加工材料,确保材料在折弯过程中位置准确,避免出现偏移,影响折弯角度和形状。挡料机构通常由挡料板、调节机构和驱动部件组成,挡料板用于阻挡材料,调节机构用于调整挡料板的位置,驱动部件则用于带动挡料板运动。挡料机构的调整需要根据材料的尺寸和折弯要求进行,确保挡料板与模具对齐,材料放置平整。部分数控折弯机的挡料机构采用自动化控制,能够通过程序设定挡料位置,实现精确定位,提升加工效率和精度。在使用过程中,需要定期检查挡料机构的紧固情况,避免挡料板松动,影响定位效果。折弯机长时间停机前应清洁设备并做好防锈处理。

折弯机折弯行程的调试工作对成型品质至关重要,行程数值决定滑块下行极限位置,直接影响板材折弯角度与成型深度,调试不当会出现折弯角度不足、过度弯折、板材挤压破损等问题。操作人员需根据板材厚度、材质硬度、工艺要求循序渐进微调滑块下行行程,薄板适当减小下行行程,厚板、大角度折弯适度加大行程,保证板材弯折形态贴合工艺标准。行程调试不可一次性大幅改动参数,需小幅调整、逐步校准,每次调整后先完成空载试运行,观察滑块下行轨迹与极限位置,确认无磕碰、无卡顿后,再开展试弯作业。试弯过程中观察工件成型状态,角度不足则小幅加大行程,弯折过度则减小行程。批量加工前锁定行程参数,作业过程中定时复核校准,避免设备震动导致行程偏移,保障批量工件成型角度统一。智能折弯机可自动检测板材厚度并调整参数。浙江非标折弯机非标模具
折弯机工作过程中严禁将手伸入模具区。浙江数控液压折弯机系统
后挡料机构是折弯机实现板材精确定位的关键部件,其性能直接决定折弯尺寸的精度。后挡料机构主要由伺服电机、滚珠丝杠、导轨、挡料板等组成,伺服电机提供动力,通过滚珠丝杠将旋转运动转化为直线运动,带动挡料板前后移动,实现定位。为保证定位精度,后挡料机构采用了多项精密技术:滚珠丝杠选用高精度研磨级产品,螺距误差小,传动效率高,可实现微米级定位;导轨采用线性导轨,摩擦系数小,运动平稳,确保挡料板移动过程中无偏移;伺服电机与数控系统采用闭环控制,通过位置传感器实时反馈挡料板位置信息,实现精确定位与动态补偿。此外,后挡料机构还具备多段定位功能,可预设多个定位点,满足复杂工件多道折弯的定位需求;部分机型的后挡料采用多轴控制,可实现左右挡料板的单独移动,适配不对称工件的加工。使用过程中,需定期检查后挡料机构的润滑情况,保持导轨、滚珠丝杠清洁,避免铁屑、油污影响定位精度;定期校准定位精度,发现偏差及时调整。浙江数控液压折弯机系统
安徽中德机床股份有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在安徽省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!