- 品牌
- 亚普
- 型号
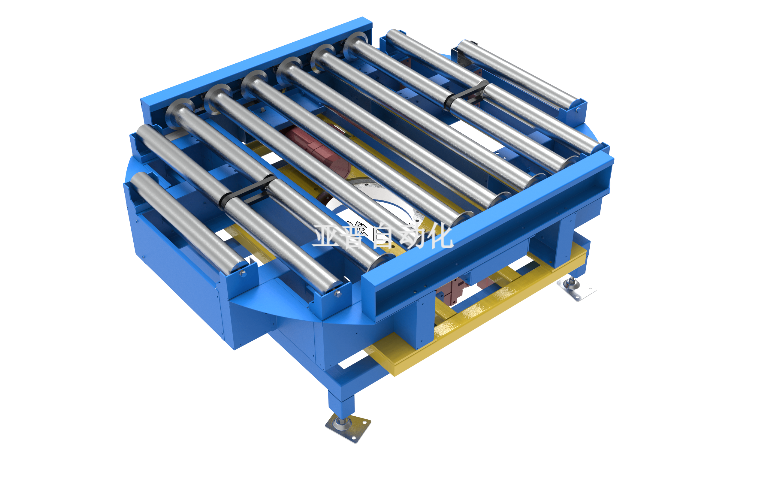
- 顶升移栽
- 所运物料
- 托盘、料箱
- 加工定制
- 是
- 厂家
- 浙江亚普
电子芯片生产车间里,顶升移载机与检测设备的配合保障了 “芯片检测前精细上料”。检测设备需将芯片从晶圆切割线输送至检测平台,顶升移载机在切割线末端升起,通过静电消除装置去除芯片表面静电,再使用柔性吸盘轻柔抓取芯片,根据检测设备的上料坐标调整移载位置,精细放置到检测工位。传统上料依赖人工操作,易因静电导致芯片损坏,损坏率约 2%,日检测量 3000 片;配合后,静电损坏率降至 0.1%,上料时间从每片 5 秒缩短至 1 秒,日检测量增至 1.8 万片,满足芯片批量检测需求。顶升移载机与滚筒输送机配合,补偿输送偏差,让汽车缸体衔接耗时从 15 秒缩至 3 秒,提升装配效率。湖南旋转顶升移栽皮带输送线
金属零件加工线中,顶升移载机与液压输送机的组合提升了 “零件热处理后转运” 效率。液压输送机将热处理后的金属零件(温度约 150℃)从热处理炉输送至加工机床,抵达后,顶升移载机通过耐高温顶升块升起零件,避免零件直接接触常温设备导致变形,再根据机床的装夹位置调整移载精度(±0.1mm),确保零件精细装夹。传统转运中,零件因温度差异变形率约 1.2%,装夹调整耗时 8 秒;配合后,变形率降至 0.2%,装夹时间缩短至 2 秒,日加工量从 1200 件提升至 1800 件,保障零件加工精度。黑龙江顶升移栽同步带传动组与金属零件液压输送机配合,它耐高温准装夹,日加工量从 1200 件增至 1800 件,保障精度。
模具抛光中,抛光机需将模具从加工车间输送至抛光工位,传统模式下模具重量大(如500kg),需行车吊装,单次吊装耗时30秒,定位误差±5mm,日抛光量20套。顶升移载机通过多点同步顶升机构(6个顶升点)平稳托举模具,从加工机床自动移载至抛光机,同时根据模具形状(如注塑模、冲压模)调整移载角度,定位误差控制在±0.5mm。吊装时间缩短至8秒,日抛光量提升至45套,减少1名行车操作员,且模具磕碰率从2.5%降至0.1%,避免抛光后模具二次损伤,缩短模具制造周期。
光伏组件生产中,清洗机需将玻璃从切割车间输送至清洗工位,传统流程里玻璃易因输送摩擦产生划痕,且清洗机进料口高度固定,需人工垫高或降低玻璃,单次调整耗时15秒,划痕率达3.2%,日处理量1200片。顶升移载机通过聚氨酯防滑托板承接玻璃,减少摩擦损伤,同时根据清洗机进料高度(可调节范围800-1200mm)自动调整顶升高度,精细对接清洗机。调整时间缩短至3秒,划痕率降至0.4%,日处理量提升至2000片,无需人工调整,且清洗机进料连续性提升,避免因进料中断导致的设备空转(空转率从8%降至1%),提高光伏组件生产效率。助力快递大件滚筒分拣机,它防滑分流,分拣效率从 600 件 / 时升至 900 件,降低返工量。
口红生产中,灌装机需将口红膏体从融化区输送至模具,传统流程里膏体易因输送温度波动导致灌装不均,需人工监控温度,单次温度调整耗时10分钟,灌装合格率93%,日产量8000支。顶升移载机通过加热保温通道输送膏体(温度控制在58-62℃),同时根据模具数量(如12腔、24腔)调整移载速度,确保每腔膏体填充量一致。温度调整频率从每小时2次降至每6小时1次,单次调整耗时缩短至2分钟,日产量增至1.5万支,无需人工监控温度,且口红成型不良率(如气泡、断层)从2.8%降至0.3%,提升口红外观品质。助力塑料颗粒振动输送机,它控流量,注塑机停机次数降为 0,日产量从 1.2 万件升至 1.5 万件。昆明市顶升移栽
电商仓内,它与 AGV、分拣机协作,消除停靠偏差,使包裹衔接效率提升 60%,减少人工干预。湖南旋转顶升移栽皮带输送线
母婴湿巾生产中,折叠机需将湿巾从折叠工位输送至包装机,传统流程里湿巾易因输送偏移导致折叠不齐,需人工实时调整,单次调整耗时8秒,包装合格率*92%,日产量6万包。顶升移载机安装在折叠机与包装机之间,通过红外传感器检测湿巾边缘位置,自动升起并推动湿巾对齐包装机进料导轨,同时根据湿巾厚度(如80片/包、100片/包)调整顶升高度,确保折叠精度。调整时间缩短至1.5秒,包装合格率提升至99.5%,日产量增至10万包,无需人工值守,且避免人工接触湿巾导致的卫生隐患(微生物超标率从0.5%降至0),符合母婴用品卫生标准。湖南旋转顶升移栽皮带输送线
- 内蒙古旋转顶升移栽变频调速 2025-11-25
- 西双版市顶升移栽 2025-11-25
- 陕西旋转顶升移栽四柱导向机构 2025-11-25
- 白银市顶升移栽 2025-11-25
- 安徽旋转顶升移栽同步带传动组 2025-11-25
- 台东市顶升移栽 2025-11-25
- 保亭市顶升移栽 2025-11-25
- 海南顶升移栽链条输送机 2025-11-25
- 江西顶升移栽变频调速 2025-11-25
- 山西旋转顶升移栽设备 2025-11-25
- 吉林顶升移栽气动执行机构 2025-11-24
- 江西顶升移栽四柱导向机构 2025-11-24