- 品牌
- 亚普
- 型号
- 顶升移栽
- 所运物料
- 托盘、料箱
- 加工定制
- 是
- 厂家
- 浙江亚普
无菌注射器包装中,封口机需将注射器从组装工位输送至封口工位,传统流程里注射器易因输送偏移导致封口不严密,需人工检查封口质量,单次检查耗时5秒,封口不良率2.8%,日产量8000套。顶升移载机通过无菌不锈钢托板承接注射器,自动移载至封口机模具,同时根据注射器规格(如1ml、5ml)调整顶升位置,确保注射器与封口膜精细对齐。检查环节自动化(通过视觉检测封口纹路),单次处理耗时缩短至1.2秒,封口不良率降至0.3%,日产量增至1.5万套,避免人工接触导致的无菌污染(污染率从0.4%降至0),符合医疗器械GMP标准。与日化包装机配合,它纠正洗衣液瓶方向,使日包装量从 6000 瓶增至 8400 瓶,保障卫生。辽宁顶升移栽设备
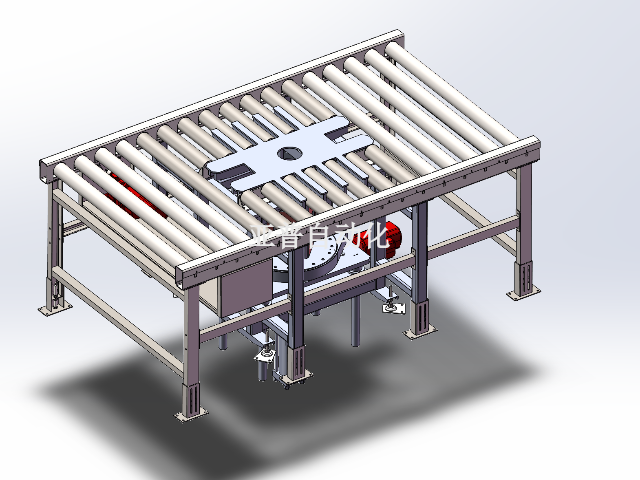
汽车零部件质检车间内,顶升移载机与智能检测线的协作实现 “零件全尺寸检测”。智能检测线需对汽车轴承进行尺寸、圆度检测,顶升移载机在检测线入口升起,通过旋转平台带动轴承旋转,配合检测线的激光传感器完成 360 度扫描,再根据检测结果(合格 / 不合格)调整移载方向,将合格件移至下一工序,不合格件移至返修区。传统检测中,需人工旋转轴承配合检测,单次检测耗时 20 秒,合格率误判率约 1%;配合后,检测时间缩短至 5 秒,误判率降至 0.1%,日检测量从 720 件提升至 2880 件,同时实现检测与分拣一体化。江苏旋转顶升移栽滚筒输送机与化工桶液压堆垛机协作,它检漏堆叠,日堆叠量从 400 桶增至 1000 桶,杜绝倒塌。

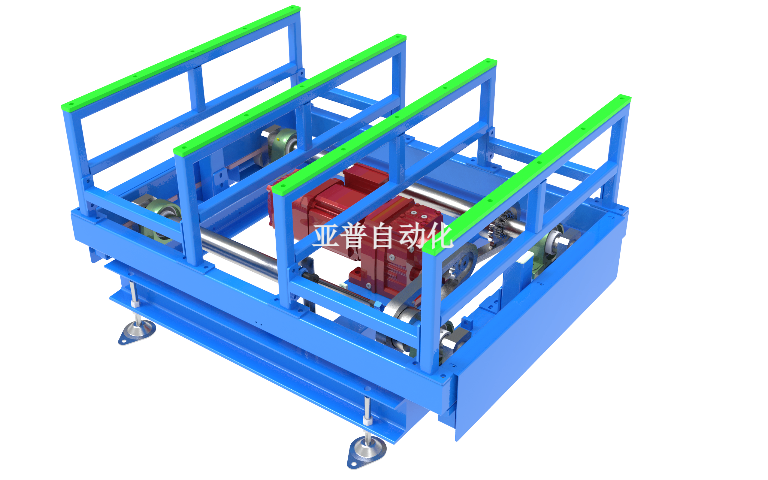
食品烘烤车间中,顶升移载机与网带输送机的协作保障了 “烘烤后食品冷却转运” 安全。网带输送机将刚烘烤完成的面包(温度约 80℃)输送至冷却区,顶升移载机在网带输送机末端升起,通过耐高温材质的移载板承接面包,再缓慢移载至冷却 conveyor(避免面包因震动掉渣),同时调整移载速度,确保面包在冷却区均匀散热。传统转运中,面包因震动掉渣率约 3%,冷却不均导致口感差异;配合后,掉渣率降至 0.5%,冷却时间从 30 分钟缩短至 20 分钟,日产量从 1.2 万份提升至 1.8 万份,保障食品品质稳定。
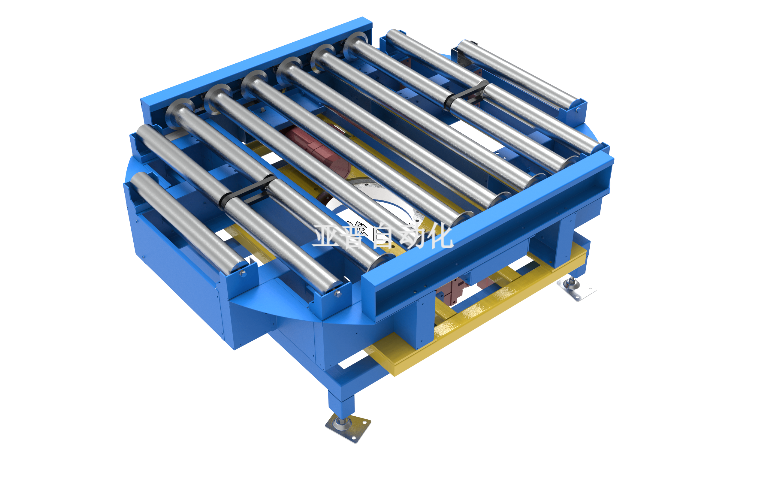
在汽车零部件装配车间,顶升移载机与滚筒输送机配合形成高效转运链路。滚筒输送机负责将发动机缸体从加工区长距离输送至装配区,当物料抵达衔接节点时,顶升移载机迅速升起,通过内置传感器精细定位缸**置,纠正输送过程中可能出现的偏移,随后平稳移载至装配线轨道。传统模式下,需 2 名工人手动调整物料位置并搬运,单次衔接耗时约 15 秒,且易因碰撞导致零件损伤;搭配后,衔接时间缩短至 3 秒,无需人工干预,日装配量从 800 台提升至 1000 台,同时零件损耗率从 2% 降至 0.3%,大幅提升装配线连续性与安全性。配合粮食螺旋输送机,它防漏且稳进料,小麦加工量从 5 吨 / 时提至 6.5 吨,减少浪费。

物流中转中心里,顶升移载机与十字分拣机配合实现 “多方向物料分流”。十字分拣机需将来自干线的快递包裹分流至不同区域的支线 conveyor,顶升移载机安装在十字分拣机的分流节点,当包裹到达指定分流口时,迅速顶升并旋转 90 度,将包裹移载至支线轨道。传统分流依赖人工推送,单次分流需 5 秒,且易出现包裹错分;配合后,分流动作自动化完成,单次耗时 1.5 秒,分拣准确率从 98% 提升至 99.9%,每小时可处理包裹 2400 件,较此前提升 50%,同时减少 6 名分拣工人,降低人力成本。与金属零件液压输送机配合,它耐高温准装夹,日加工量从 1200 件增至 1800 件,保障精度。新疆顶升移栽
协同汽车轴承智能检测线,它旋测分拣,日检测量从 720 件增至 2880 件,降低误判率。辽宁顶升移栽设备
快递分拨中心内,顶升移载机与智能分拣柜的协作实现 “小件快递精细入柜”。智能分拣柜需接收来自输送线的小件快递(如文件、小包裹),顶升移载机安装在分拣柜进料口,先检测快递尺寸与重量,再调整顶升高度(针对不同高度的分拣柜格口),通过皮带移载机构将快递送入对应格口。传统入柜依赖人工扫码投放,单次投放耗时 10 秒,日均处理量* 3000 件;搭配后,入柜流程自动化,单次耗时 2 秒,日均处理量增至 1.8 万件,同时分拣准确率从 97% 提升至 99.8%,减少 8 名分拣人员。辽宁顶升移栽设备
- 内蒙古旋转顶升移栽变频调速 2025-11-25
- 西双版市顶升移栽 2025-11-25
- 陕西旋转顶升移栽四柱导向机构 2025-11-25
- 白银市顶升移栽 2025-11-25
- 安徽旋转顶升移栽同步带传动组 2025-11-25
- 台东市顶升移栽 2025-11-25
- 保亭市顶升移栽 2025-11-25
- 海南顶升移栽链条输送机 2025-11-25
- 江西顶升移栽变频调速 2025-11-25
- 山西旋转顶升移栽设备 2025-11-25
- 吉林顶升移栽气动执行机构 2025-11-24
- 江西顶升移栽四柱导向机构 2025-11-24