转子注塑磁的注塑成型工艺需严格控制各环节参数,确保产品质量稳定。首先是原料预处理,磁粉易吸潮,需在80-120℃下干燥2-4小时,去除水分,避免成型时产生气泡;磁粉与基体混合采用双螺杆挤出机,控制螺杆转速300-500r/min、挤出温度(尼龙6为220-240℃,PPS为300-320℃),确保混...
注塑磁基本参数
- 品牌
- ABM磁
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 深圳市
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
注塑磁企业商机
别看转子注塑磁是一个整体,其实它主要由两部分重心材料构成,就像“馅料”和“外皮”的关系。一部分是“磁性粉末”,这是它能产生磁场的关键,常见的有两种:一种是铁氧体磁粉,成本低、耐温性不错,适合对磁性要求不高的普通设备;另一种是钕铁硼磁粉,磁性更强,能让转子传递更大的力,但价格稍高,用在需要动力足的设备里。第二部分是“高分子基体”,相当于把磁性粉末包裹起来的“骨架”,通常是尼龙、PPS这类塑料材料。它的作用是把磁性粉末固定住,让转子有稳定的形状和结构强度,还能保护磁性粉末不被潮湿、灰尘损坏。除了这两部分,还会加一点点“助剂”,比如让磁性粉末和塑料结合更紧密的偶联剂,以及让注塑过程更顺畅的润滑剂,不过这些助剂含量很少,主要还是靠磁性粉末和高分子基体发挥作用。在电磁阀结构中,注塑磁承担磁驱动作用,支持系统稳定运行。太原球形注塑磁供应商

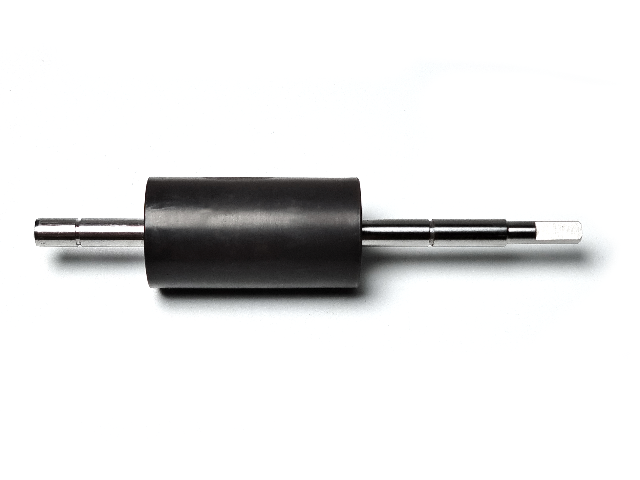
电机注塑磁转子是通过注塑工艺,将磁性粉末与高分子基体复合成型的电机重心转动部件,主要安装于电机内部,承担电能向机械能转化的关键角色。其工作原理是利用自身磁性形成稳定磁场,与定子线圈产生的磁场相互作用生成转矩,驱动电机运转,进而带动风扇、滚筒等设备部件工作,是决定电机动力、效率与体积的重心要素。该部件普遍应用于小型永磁直流电机、步进电机、无刷直流电机等,覆盖多领域场景:家电中,风扇、洗衣机、微波炉的电机依赖其传递动力;汽车电子里,车窗升降、雨刮器电机需其保障稳定运转;消费电子领域,手机震动、蓝牙耳机发声电机也离不开它,是各类小型电机实现功能的基础支撑。兰州瓦形注塑磁批发在里程表传感系统中,注塑磁通过磁信号变化实现数据感应功能。

转子注塑磁的生产过程不算复杂,有点像做塑料玩具的注塑工艺,主要分三步。一步是“混料”,先把磁性粉末、高分子塑料颗粒和少量助剂倒在一起,用专门的机器搅拌均匀,加热融化后做成一颗颗的“磁粉塑料颗粒”,就像做好了注塑用的“原材料”。第二步是“注塑成型”,把这些颗粒放进注塑机,机器会把颗粒加热融化成流体,然后用压力把流体压进专门的转子模具里。模具的形状就是转子的较终形状,比如带轴孔、带凹槽的样子。等流体在模具里冷却变硬,打开模具就能取出初步的转子毛坯。第三步是“后处理”,先把毛坯上多余的边角料剪掉,然后放到充磁机里“充磁”——充磁机会产生强磁场,让转子具备磁性,结尾再检查一下尺寸和磁性是否合格,合格的就是成品转子注塑磁了。整个过程不需要复杂的机械加工,主要靠模具和注塑机完成。
磁性转子是一种集成磁性材料与基体结构,依靠磁场作用实现动力传递或运动控制的重心部件,普遍应用于电机、传感器、传动设备等领域。其重心功能是通过自身磁性与外部磁场(如定子线圈磁场)的相互作用,将电能转化为机械能,驱动设备运转——在电机中,磁性转子在定子磁场的牵引下产生持续转矩,带动转轴与负载(如叶轮、齿轮)旋转;在传感器中,它通过磁场变化传递位置、转速等信号,实现设备状态监测。从结构来看,磁性转子通常由磁性功能层与基体支撑层组成:磁性功能层采用铁氧体、钕铁硼等磁性材料,提供磁场来源;基体支撑层多为金属(如钢、铝合金)或高分子材料(如尼龙、PPS),保障转子的结构强度与安装适配性。无论是家用风扇电机的转子,还是工业传动系统的磁性联轴器转子,均需依靠稳定的磁性能与结构设计,确保动力传递的高效性与稳定性,是各类磁性驱动设备不可或缺的重心组件。铁氧体磁粉的加入,使部分注塑磁在成本与性能之间取得合理平衡。

电机注塑磁转子依性能差异,适配不同电机与场景,边界清晰。从电机类型看:小型永磁直流电机(如吹风机、电动工具电机)多用铁氧体注塑磁转子,以低成本满足基础动力;无刷直流电机(汽车水泵、工业伺服电机)选钕铁硼材质,靠高磁性能提供高转矩;步进电机(打印机走纸、医疗驱动电机)依赖其精细磁极与成型精度,保障步进角度准确。从场景看:常温低载荷场景(室内家电)用尼龙基体转子,借其韧性与耐潮性适配家庭环境;高温场景(汽车发动机周边电机,120-180℃)需PPS基体转子,以耐温性确保稳定;微型场景(手机震动、蓝牙耳机电机)采用直径2-5mm的超小型转子,适配设备微型化设计,实现精细适配。注塑磁的应用范围涵盖电子、汽车及家电等多个行业领域。郑州环形注塑磁报价
在消费电子产品内部结构中,注塑磁可根据空间需求定制形状,有效提升装配契合度。太原球形注塑磁供应商
电机注塑磁转子的注塑成型需经三步关键工艺,每步参数控制直接影响产品质量。一步原料预处理:按60%-85%的磁粉占比(依性能需求调整),将磁粉与高分子颗粒混合,通过双螺杆挤出机加热熔融(尼龙220-240℃、PPS300-320℃),充分混炼制成复合颗粒,确保磁粉分布均匀。第二步注塑成型:将复合颗粒投入注塑机,熔融后以80-120MPa压力注入定制模具(精度±0.02mm),模具需匹配转子轴孔、槽型、磁极数量等细节,冷却后取出毛坯。第三步后处理:先去毛刺、修边,再用充磁机按设计(2极、4极等)充磁,结尾检测尺寸(轴孔直径、同轴度等)与磁性能(表面磁强、磁通量),合格后方可用于电机组装,全程需严格把控,确保转子精度与性能达标。太原球形注塑磁供应商
与注塑磁相关的文章

拉萨钐钴注塑磁报价
- 西宁特殊镀层注塑磁批发 2026-06-09
- 拉萨工业注塑磁厂家 2026-06-09
- 西宁耐腐蚀注塑磁报价 2026-06-08
- 济南注塑磁厂家 2026-06-08
- 哈尔滨铁氧体注塑磁报价 2026-06-08
- 南京铁氧体注塑磁厂家电话 2026-06-07
- 长春环形注塑磁 2026-06-07
- 西安钐铁氮注塑磁售价 2026-06-06
- 海口耐温150度以上注塑磁报价 2026-06-06
- 上海方块注塑磁厂家电话 2026-06-05
- 南昌注塑磁哪家好 2026-06-05
- 拉萨钕铁硼注塑磁厂家 2026-06-05
与注塑磁相关的产品

与注塑磁相关的新闻
-
杭州瓦形注塑磁批发价格 2026-06-03 08:04:07尼龙注塑磁是一种以尼龙为高分子基体,混合磁性粉末经注塑成型的功能性部件,重心功能是通过磁性实现动力传递或磁场作用,普遍应用于各类小型电机、传感器及自动化设备中。其重心构成包含两部分关键材料:一是磁性粉末,主流为铁氧体磁粉或钕铁硼磁粉,铁氧体磁粉成本较低、耐温性较好,适用于中低磁性需求场景,钕铁硼磁粉...
-
成都圆柱注塑磁哪家好 2026-06-02 21:03:28PPS注塑磁凭借耐高温、较强度的特性,在多个高要求领域形成典型应用,覆盖工业、汽车、新能源等行业。在汽车工业领域,主要用于发动机周边电机(如冷却水泵电机、机油泵电机),这些电机工作环境温度达150-180℃,PPS注塑磁可稳定承受高温,避免基体软化;同时用于变速箱传感器,其耐油性可抵御变速箱油的侵蚀...
-
南昌钕铁硼注塑磁供应商 2026-06-02 14:03:38磁性转子是一种集成磁性材料与基体结构,依靠磁场作用实现动力传递或运动控制的重心部件,普遍应用于电机、传感器、传动设备等领域。其重心功能是通过自身磁性与外部磁场(如定子线圈磁场)的相互作用,将电能转化为机械能,驱动设备运转——在电机中,磁性转子在定子磁场的牵引下产生持续转矩,带动转轴与负载(如叶轮、齿...
-
西安特殊镀层注塑磁批发价格 2026-06-02 01:03:42尼龙注塑磁凭借其性能特点,在日常与工业领域均有普遍应用,覆盖多个细分场景。在家庭家电领域,洗衣机滚筒电机、空调室内风机电机、微波炉转盘电机等均常用尼龙注塑磁,其轻量化与耐潮性可适配家电使用环境,确保设备稳定运行;在汽车电子领域,汽车门锁电机、车窗升降电机、雨刮器电机等小型电机中,尼龙注塑磁的韧性与抗...
与注塑磁相关的问题
与注塑磁相关的标签
新闻资讯
产品推荐
-

黑龙江耐腐蚀磁性过滤器批发价格
2026-06-13 -
天津耐高温磁性过滤器哪家好
2026-06-12 -
内蒙古稀土磁性过滤器售价
2026-06-12 -

山西钕铁硼磁性过滤器多少钱
2026-06-12 -
吉林稀土磁性过滤器厂家电话
2026-06-11 -

天津钕铁硼磁性过滤器
2026-06-11 -
北京环形磁性过滤器生产厂家
2026-06-11 -
北京方块磁性过滤器厂家
2026-06-10 -

天津环形磁性过滤器哪家好
2026-06-10