转子注塑磁的注塑成型工艺需严格控制各环节参数,确保产品质量稳定。首先是原料预处理,磁粉易吸潮,需在80-120℃下干燥2-4小时,去除水分,避免成型时产生气泡;磁粉与基体混合采用双螺杆挤出机,控制螺杆转速300-500r/min、挤出温度(尼龙6为220-240℃,PPS为300-320℃),确保混...
注塑磁基本参数
- 品牌
- ABM磁
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 深圳市
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
注塑磁企业商机
在水泵铁氧体的安装与使用过程中,需关注多项注意事项,以确保水泵稳定运行,延长铁氧体部件寿命。安装时,首先需确保铁氧体转子与电机转轴的同轴度(偏差≤0.1mm),若同轴度不佳,会导致转子旋转时偏心,增加摩擦损耗,甚至引发电机噪音与铁氧体开裂;其次,安装烧结铁氧体磁钢时,需使用适配的粘结剂(如环氧胶)固定,粘结前需清洁磁钢与转子铁芯表面油污、灰尘,确保粘结牢固,避免水泵运行时磁钢脱落;结尾,安装后需检查铁氧体与定子线圈的间隙(通常为0.5-1mm),间隙过大则磁损耗增加,导致水泵电机效率下降,间隙过小则可能出现转子与定子摩擦,损坏铁氧体。使用时,需避免水泵干运行(无液体输送时运行),干运行会导致电机温度骤升,超过铁氧体耐温上限(150℃),引发磁性能衰减;同时需定期检查水泵密封状况,防止水渗入电机内部接触铁氧体,虽铁氧体耐潮湿,但长期浸泡仍可能影响粘结剂性能,导致磁钢松动;此外,若水泵出现转速下降、流量减少,需及时检查铁氧体磁性能,若磁强衰减超过20%,需更换新的铁氧体部件。塑料基体不仅承担粘结作用,也提升了磁体在外力作用下的抗裂能力。钐钴注塑钕铁硼批发价格
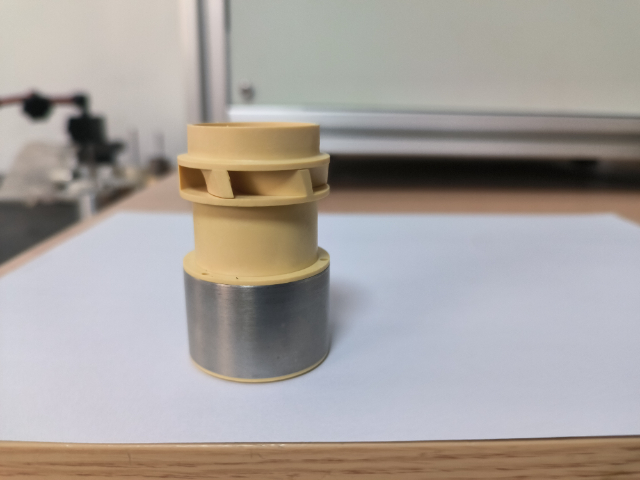
转子注塑磁是通过注塑成型工艺将磁性材料与高分子基体复合,直接制成带磁性的转子部件,主要应用于电机、传感器、医疗器械等领域,重心作用是替代传统“磁钢粘贴/镶嵌+转子基体”的组合结构,实现转子的一体化制造。其重心特征体现在三方面:一是结构集成性,可直接注塑出带轴孔、凸台、槽型等复杂结构的转子,无需后续机械加工,减少装配工序,结构精度可达±0.05mm;二是磁性能可控性,通过调整磁性材料含量与充磁工艺,可实现不同磁场强度(表面磁强0.1-0.8T)与磁极分布(如2极、4极、8极),适配多样化需求;三是材质复合性,高分子基体(如尼龙6、PPS)赋予转子优异的耐冲击性(冲击强度≥5kJ/m²)与耐腐蚀性,可在潮湿、弱酸碱环境中使用,且整体密度低(约3.5g/cm³),较传统烧结磁钢转子减重30%以上,适用于对轻量化要求高的场景。钐钴注塑钕铁硼批发价格注塑成型工艺让磁体可以一次成型为复杂结构,减少后续加工步骤,提升制造效率。

PPS基体作为PPS注塑磁的重心载体,赋予其多项适配严苛环境的关键优势。首先是耐高温稳定性,PPS的玻璃化转变温度约100℃,熔点达280℃,在150-200℃长期工作环境下,仍能保持稳定的物理结构与力学性能,不会出现软化、变形等问题,避免因基体失效导致磁性粉末脱落或磁性能衰减,适配汽车发动机周边、工业窑炉配套设备等高温场景。其次是力学强度与刚性,PPS材料的弯曲强度可达100-130MPa,冲击强度≥5kJ/m²,制成的注塑磁部件能承受设备运转时的振动与载荷冲击,如工业压缩机电机中的PPS注塑磁转子,可长期承受高频振动而不易损坏。再者是耐化学腐蚀性,PPS分子结构稳定,对硫酸、盐酸、机油、齿轮油等介质无明显反应,即使在化工设备的腐蚀性环境中,也能隔绝磁性粉末与腐蚀介质接触,延长部件使用寿命。此外,PPS材料的成型收缩率低(0.5%-1.5%),有助于提升注塑磁部件的尺寸精度,满足精密设备的装配需求。
转子注塑磁其实离我们很近,在很多日常和工业设备里都能见到,主要集中在“小型、批量生产”的场景。比如家里的家电,洗衣机的滚筒电机、空调的室内风机电机、微波炉的转盘电机,里面的转子很多是转子注塑磁,因为它轻便、成本适合批量生产。汽车里也有不少应用,像车窗升降电机、座椅调节电机、雨刮器电机,这些小型电机需要紧凑的转子,转子注塑磁刚好能满足。工业领域里,小型传感器、微型水泵、打印机的走纸电机,还有医疗器械里的小型驱动电机(比如输液泵),也常用到它。简单说,只要是需要“小体积、轻重量、稳定磁性”的小型电机或转动设备,都有可能用到转子注塑磁,不太会用在像大型工业电机、发电机这种需要较强扭矩的重型设备上。通过磁路设计配合,注塑磁能够发挥其应有的磁性效能。
如果拿转子注塑磁和传统磁性转子对比,很容易发现三个明显区别。首先是“结构集成度”不同,传统转子是“金属基体+磁钢”的组合,比如先做一个铁制的转子底座,再把单独的磁钢片粘在上面;而转子注塑磁是磁性材料和塑料基体一体化的,没有“拼接”的痕迹。其次是“重量和体积”不同,传统转子用金属底座,比较重、体积也大;转子注塑磁用塑料基体,重量能轻30%以上,体积也更小,适合装在小型设备里。结尾是“安装和维护”不同,传统转子的磁钢是粘贴或镶嵌的,时间长了可能会脱落;转子注塑磁是整体的,没有磁钢脱落的风险,安装时也不用额外调整磁钢位置,直接装转轴就行,后续维护更省心,不过它的磁性通常比用高牌号磁钢的传统转子弱一点,不适合用在需要较强磁性的重型设备里。在批量制造环境下,注塑磁可保持尺寸一致性,利于标准化装配。扇叶注塑钕铁硼
通过充磁方式的调整,注塑磁可以形成不同磁极分布,以配合设备运行逻辑。钐钴注塑钕铁硼批发价格
转子注塑磁的原料由磁性粉末、高分子基体、助剂三部分组成,配方设计需精细平衡磁性能与注塑成型性。磁性粉末是重心功能成分,主流选用钕铁硼磁粉(高磁能积,(BH)max可达80-120kJ/m³)或铁氧体磁粉(成本低、耐温性好,适用于中低磁性能需求),添加比例通常为60%-85%,比例越高磁性能越强,但会降低原料流动性,需通过实验确定较优值(如钕铁硼磁粉75%+尼龙625%的组合,兼顾磁强与流动性)。高分子基体选用热塑性树脂,尼龙6/66适用于常温场景(工作温度≤100℃),PPS(聚苯硫醚)适用于高温场景(工作温度≤200℃),其作用是包裹磁粉并赋予转子结构强度,需确保与磁粉的相容性,避免成型时出现分层。助剂包括偶联剂(如硅烷偶联剂KH-550,添加量0.5%-1%)、润滑剂(如硬脂酸锌,添加量1%-2%),偶联剂可提升磁粉与基体的结合力,减少磁粉脱落,润滑剂则改善原料流动性,避免注塑时出现缺料、气泡等缺陷。钐钴注塑钕铁硼批发价格
与注塑磁相关的文章

拉萨钐钴注塑磁报价
- 西宁特殊镀层注塑磁批发 2026-06-09
- 拉萨工业注塑磁厂家 2026-06-09
- 西宁耐腐蚀注塑磁报价 2026-06-08
- 济南注塑磁厂家 2026-06-08
- 哈尔滨铁氧体注塑磁报价 2026-06-08
- 南京铁氧体注塑磁厂家电话 2026-06-07
- 长春环形注塑磁 2026-06-07
- 西安钐铁氮注塑磁售价 2026-06-06
- 海口耐温150度以上注塑磁报价 2026-06-06
- 上海方块注塑磁厂家电话 2026-06-05
- 南昌注塑磁哪家好 2026-06-05
- 拉萨钕铁硼注塑磁厂家 2026-06-05
与注塑磁相关的产品

与注塑磁相关的新闻
-
杭州瓦形注塑磁批发价格 2026-06-03 08:04:07尼龙注塑磁是一种以尼龙为高分子基体,混合磁性粉末经注塑成型的功能性部件,重心功能是通过磁性实现动力传递或磁场作用,普遍应用于各类小型电机、传感器及自动化设备中。其重心构成包含两部分关键材料:一是磁性粉末,主流为铁氧体磁粉或钕铁硼磁粉,铁氧体磁粉成本较低、耐温性较好,适用于中低磁性需求场景,钕铁硼磁粉...
-
成都圆柱注塑磁哪家好 2026-06-02 21:03:28PPS注塑磁凭借耐高温、较强度的特性,在多个高要求领域形成典型应用,覆盖工业、汽车、新能源等行业。在汽车工业领域,主要用于发动机周边电机(如冷却水泵电机、机油泵电机),这些电机工作环境温度达150-180℃,PPS注塑磁可稳定承受高温,避免基体软化;同时用于变速箱传感器,其耐油性可抵御变速箱油的侵蚀...
-
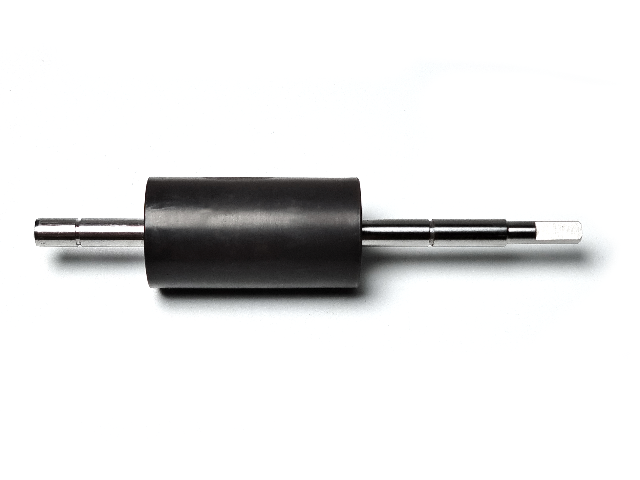
南昌钕铁硼注塑磁供应商 2026-06-02 14:03:38磁性转子是一种集成磁性材料与基体结构,依靠磁场作用实现动力传递或运动控制的重心部件,普遍应用于电机、传感器、传动设备等领域。其重心功能是通过自身磁性与外部磁场(如定子线圈磁场)的相互作用,将电能转化为机械能,驱动设备运转——在电机中,磁性转子在定子磁场的牵引下产生持续转矩,带动转轴与负载(如叶轮、齿...
-
西安特殊镀层注塑磁批发价格 2026-06-02 01:03:42尼龙注塑磁凭借其性能特点,在日常与工业领域均有普遍应用,覆盖多个细分场景。在家庭家电领域,洗衣机滚筒电机、空调室内风机电机、微波炉转盘电机等均常用尼龙注塑磁,其轻量化与耐潮性可适配家电使用环境,确保设备稳定运行;在汽车电子领域,汽车门锁电机、车窗升降电机、雨刮器电机等小型电机中,尼龙注塑磁的韧性与抗...
与注塑磁相关的问题
与注塑磁相关的标签
新闻资讯
产品推荐
-

北京环形磁性过滤器生产厂家
2026-06-11 -
北京方块磁性过滤器厂家
2026-06-10 -

天津环形磁性过滤器哪家好
2026-06-10 -
节能提效磁性过滤器报价
2026-06-10 -
拉萨钐钴注塑磁报价
2026-06-09 -

西宁特殊镀层注塑磁批发
2026-06-09 -

拉萨工业注塑磁厂家
2026-06-09 -

西宁耐腐蚀注塑磁报价
2026-06-08 -

济南注塑磁厂家
2026-06-08