- 品牌
- 常州市罗军机械设备有限公,罗军机械(江苏)有限公司
- 型号
- LJJX-HBSB
对于需要连续生产的工业企业来说,沸石转轮废气处理设备是理想的废气治理解决方案。设备采用独特的分区旋转技术,转轮以每小时1-6转的恒定速度缓慢旋转,吸附区、脱附区和冷却区协同工作,实现24小时不间断运行。在化工生产企业中,即使生产线昼夜不停,设备也能稳定处理废气,避免了传统设备频繁启停导致的性能波动,有效减少设备损耗,延长使用寿命。同时,其稳定的运行性能保障了废气处理的连续性,确保企业生产与环保要求两不误,为企业安全生产筑起坚固防线。定制化适配:根据废气成分(如含氯、含硫)定制催化剂配方,确保净化效果。工业环保设备厂家直销

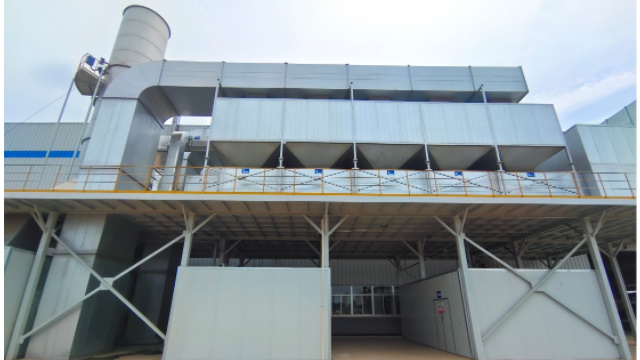
该设备是工业废气治理领域的“全能选手”,采用“吸附浓缩+催化燃烧”组合工艺,高效处理各类挥发性有机化合物(VOCs)。设备先利用活性炭或沸石转轮对低浓度、大风量废气进行吸附富集,将污染物浓缩5-20倍,再送入催化燃烧室。在贵金属催化剂作用下,VOCs于200-400°C低温环境中发生无焰燃烧,分解为二氧化碳和水,净化效率可达95%以上。其独特的热回收系统能将燃烧产生的热量循环利用,用于预热废气或活性炭脱附,降低能耗超60%。适用于汽车涂装、印刷包装、电子制造等行业,为企业提供稳定可靠的废气达标解决方案,兼具环保效益与经济价值。节能环保设备交易价格VOCs 设备通过吸附、催化燃烧等技术,高效净化工业废气中的挥发性有机物,确保达标排放。
设备采用模块化组装方式,每个模块集成吸附、脱附、传动等**功能,企业可根据实际需求自由组合。对于小型企业,可选择单模块设备,占地面积不足10平方米,快速完成安装调试;大型工业园区则可通过并联多个模块,实现每小时10万立方米以上的超大处理量。模块化设计还便于设备的搬迁和升级,当企业生产线调整或产能扩大时,可轻松增减模块数量,无需重新规划布局。此外,模块间采用标准化接口,维护时可快速拆卸更换,减少停机时间,提升企业生产灵活性。
多功能催化燃烧废气处理设备不仅能处理有机废气,还具备多种附加功能。设备可根据客户要求,集成废气在线监测系统,实时监测废气处理前后的成分和浓度,方便企业掌握处理效果和环保数据,实现精细管理;增加余热发电功能,将催化燃烧产生的余热转化为电能,为企业提供额外的能源收益,有效降低用电成本;还支持与企业的自动化控制系统对接,实现整体生产流程的智能化管理。这种多功能集成的优点,满足了企业多样化的需求,提升了设备的附加值和企业的竞争力,使催化燃烧废气处理设备成为企业实现绿色发展、提升综合效益的得力助手。低温催化:借助贵金属催化剂在 200-400℃实现 VOCs 无焰燃烧,能耗较传统焚烧降 60%。

预防性保养是减少设备故障、降低维修成本的重要手段。每半年对设备进行一次***的预防性保养,包括对电气系统的检查,查看线路是否存在老化、破损现象,紧固接线端子,防止因接触不良引发电气故障;对机械传动部件进行***润滑和磨损检测,更换磨损严重的齿轮、链条等部件。每年对沸石转轮进行一次深度的性能恢复处理,可采用专业的再生工艺,去除沸石表面附着的难以脱附的杂质,恢复其吸附活性。同时,模拟设备的极端运行工况进行测试,如高浓度废气处理、超负荷运行等,检验设备的性能极限和稳定性,提前发现潜在问题并加以解决,避免突发故障导致设备停机,影响企业正常生产和废气达标排放。集吸附浓缩与催化氧化于一体,VOCs 设备快速分解苯、酮类等污染物,助力企业环保治理。什么环保设备大概多少钱
每季度检测催化剂活性,及时更换失效催化剂,确保催化燃烧模块净化效率稳定。工业环保设备厂家直销
工业生产中,废气成分复杂多变,催化燃烧废气处理设备凭借强大的适应性脱颖而出。设备采用复合催化剂配方,对烷烃、烯烃、醇类、醛类等多种有机废气均有良好的催化效果。其创新的动态吸附技术,可根据废气浓度自动调节吸附时间和脱附周期,确保处理效率始终处于比较好状态。设备的PLC控制系统可实现远程监控和操作,方便企业管理人员实时掌握设备运行情况,及时调整参数。此外,设备还具备易维护特性,催化剂更换便捷,**部件采用耐腐蚀材料,延长了设备使用寿命。在制药、食品加工等对废气处理要求较高的行业,该设备以稳定可靠的表现,为企业解决废气治理难题,推动行业可持续发展。工业环保设备厂家直销
- 制造环保设备24小时服务 2026-02-11
- 工程环保设备性价比 2026-02-11
- 江苏国内环保设备 2026-02-11
- 广东环保设备常见问题 2026-02-11
- 整套环保设备 2026-02-11
- 新疆环保设备售后服务 2026-02-11
- 河北机械环保设备 2026-02-11
- 山西环保设备方案设计 2026-02-11
- 广西环保设备费用是多少 2026-02-10
- 四川环保设备费用 2026-02-10
- 自动环保设备参考价格 2026-02-10
- 上海环保设备按需定制 2026-02-10


