- 品牌
- 诺克
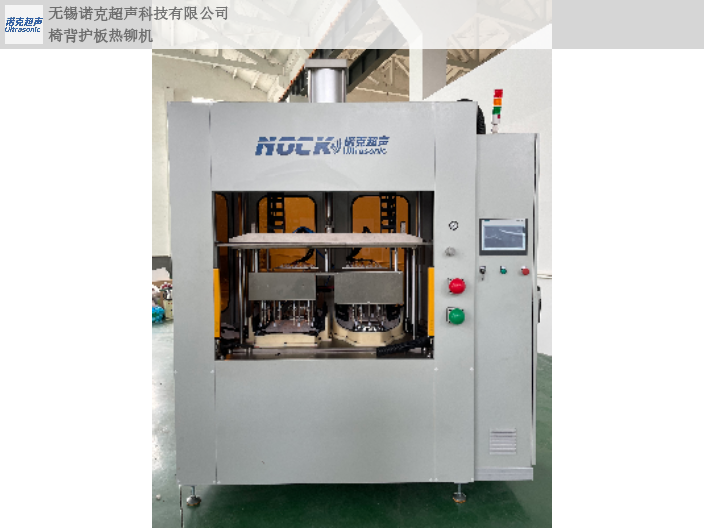
- 型号
- NK-2600
- 驱动形式
- 半自动
- 样品或现货
- 样品
电渣压力焊接头的高效做法:上下钢筋肋应顺直,焊头应均匀光滑,上下钢筋中心对齐,焊接完成后,敲除渣壳,露出具有金属光泽的电渣压力焊接头。进行超声波焊时,通常由高频超声波发生器产生16~80千赫的高频电流,通过激磁线圈产生交变磁场,使铁磁材料在交变磁场中发生长度交变伸缩,超声频率的电磁能便转换成振动能,再由传送器传至声极;同时通过声极对工件加压,平行于连接面的机械振动起着破碎和工件表面氧化膜的作用,并加速金属的扩散和再结晶过程。 超声波焊头模具工装批发厂家?欢迎咨询无锡诺克超声科技有限公司!浙江大型超声波焊头模具工装市面价
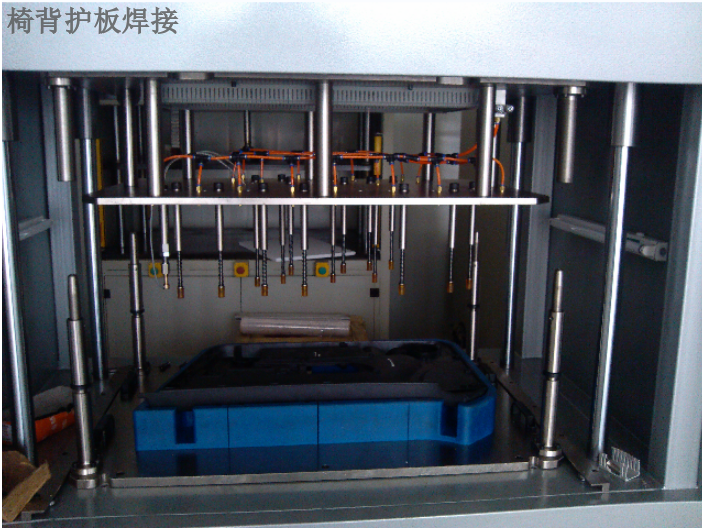
超声波作用于热塑性的塑料接触面时,会产生每秒几万次的高频振动,这种达到一定振幅的高频振动,通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续几秒钟,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料强度。 浙江大型超声波焊头模具工装市面价超声波焊头模具工装格多少?欢迎咨询无锡诺克超声科技有限公司!
为了获得完美的、可重复的超声波熔焊方式,必须遵循三个主要设计方向:围绕着连接界面的焊接面必须是统一而且相联系互紧密接触的。如果可能的话,接触面尽量在同一个平面上,这样可使能量转换时保持一致。起初接触的两个表面必须小,以便将所需能量集中,并尽量减少所需要的总能量(即焊接时间)来完成熔接。3.找到适合的固定和对齐的方法,如塑料件的接插孔、台阶或齿口之类。近距离焊接,指被焊接位距离焊头接触位在6mm以内,远距离焊接则大于6mm,超声波焊接中的能量在塑料件传递时会被衰减地传递。衰减在低硬底塑料里也较厉害,因此,设计时要特别注意要让足够的能量传到加工区域。
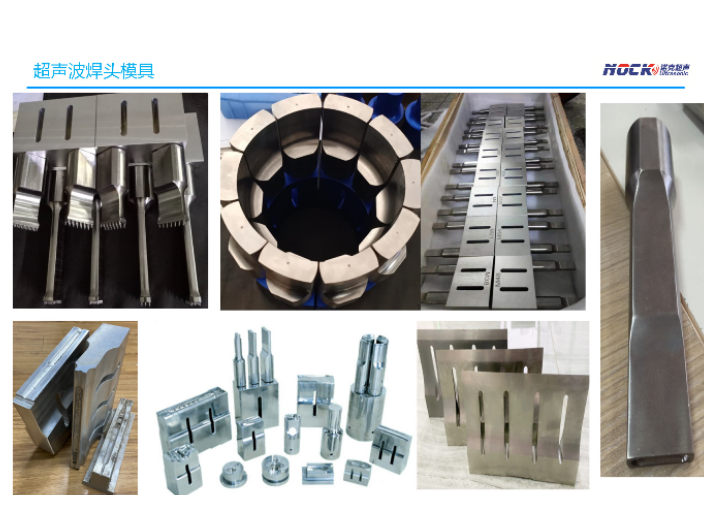
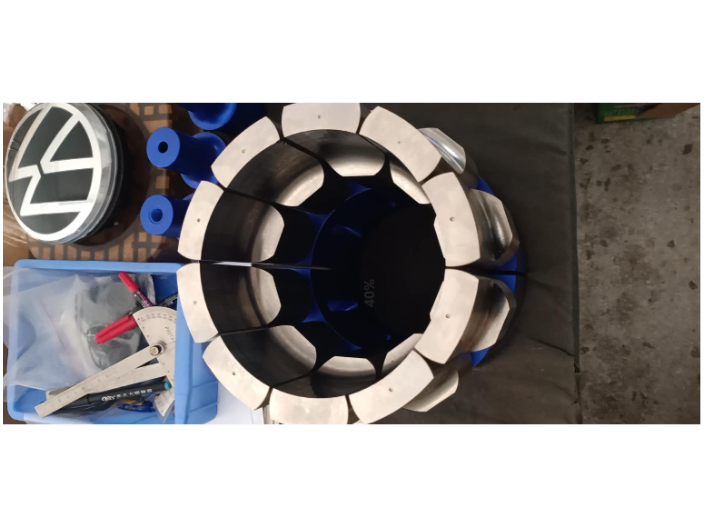
超声的应用无处不在。在消费类/动力电池制造领域,应用超声波振动筛对电池涂覆颗粒进行超声细化;应用超声波金属焊接工艺对多层铜箔和铝箔进行焊接,电气线缆的线束焊接,功率半导体IGBT的引脚焊接;应用超声波塑料焊接工艺对轻量化电动车身上的面板、车灯和电子器件壳体焊接;应用超声波切割工艺,对橡胶、金属箔材、航空用的蜂窝材料进行光滑切割。在医疗行业制造领域,应用超声液体空化原理,对液体材料进行混合加速生化过程,以及利用超声波对血管进行切割等等。不管以上哪一种应用,在机械和应用方面都离不开一类声学工具的使用——焊头。针对不同的应用,焊头需要设计成各种形状。例如,在切橡胶中,焊头要设计成扁宽切刀;在塑料焊接时,焊头表面要做成和塑料件一致的形状;在金属焊接时,焊头表面要做成纹理状;在液体处理时,焊头要做成几倍半波长的圆棒状。焊头材料也不同,有铝、钛、钢材或者粉末冶金钢。 超声波焊头模具工装哪家靠谱?欢迎咨询无锡诺克超声科技有限公司!

夹具设计一般结构单一,给人的感觉结构不是很复杂,尤其现在液压夹具的大行其道,使其原有的机械结构简化,但是如果设计过程中不加以详细考虑必然会出现不必要的麻烦:被加工件的毛坯余量。造成毛坯尺寸过大,产生干涉。所以在设计之前一定要准备毛坯图。留出足够的空间。夹具的排屑畅通性。设计时由于机床的加工空间的有限性,夹具往往被设计的空间比较紧凑,这时往往就会忽略在加工过程产生的铁屑在夹具死角处存积,包括切屑液的流出不畅,给以后加工带来很多麻烦。所以在实际之初就应考虑加工过程中出现的问题,毕竟夹具是以提高效率,方便操作为本的。夹具的整体敞开性。忽略敞开性,造成操作者装卡困难,费时费力,设计大忌。夹具设计的基本理论原则。每套夹具都要经历无数次的夹紧,松开动作,所以可能在开始都能达到用户要求,但是加具应该有它的精度保持性,所以不要设计一些有悖原理的东西。即使侥幸当下可以,也不会有长久的持续性。一个好的设计应该经的起时间的锤炼的。 超声波焊头模具工装哪家强?欢迎咨询无锡诺克超声科技有限公司!台州超声波焊头模具工装变速
超声波焊头模具工装哪家优惠?欢迎咨询无锡诺克超声科技有限公司!浙江大型超声波焊头模具工装市面价
激光焊接头是利用激光头的辐射能量实现有效焊接的过程。其工作原理是以特定的方式激发激光头活性介质(如CO2和其他气体的混合气体,YAG钇铝石榴石晶体等),使其在谐振腔中来回振荡,从而形成激发辐射束。当梁接触工件时,其能量被工件吸收,并且当温度达到材料的熔点时可以进行焊接。光焊接头可分为导热焊接头和深熔焊接头。前者的热量通过热传递扩散到工件内部,并且在焊接表面上产生熔化现象。工件内部未完全穿透,基本上不会发生汽化现象。主要用于焊接低速薄壁材料。后者不仅完全熔化材料,而且蒸发材料以形成大量的等离子体。由于大量的热量,熔池的前端会出现钥匙孔。深熔焊头是目前应用很好的激光焊接头焊接方法,因为它可以完全焊接具有大输入能量和快速焊接速度的工件。 浙江大型超声波焊头模具工装市面价
无锡诺克超声科技有限公司成立于2017-08-04,同时启动了以诺克为主的超声波焊接机,汽车门板热铆机,超声波点焊机,塑料热板机产业布局。业务涵盖了超声波焊接机,汽车门板热铆机,超声波点焊机,塑料热板机等诸多领域,尤其超声波焊接机,汽车门板热铆机,超声波点焊机,塑料热板机中具有强劲优势,完成了一大批具特色和时代特征的机械及行业设备项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。同时,企业针对用户,在超声波焊接机,汽车门板热铆机,超声波点焊机,塑料热板机等几大领域,提供更多、更丰富的机械及行业设备产品,进一步为全国更多单位和企业提供更具针对性的机械及行业设备服务。值得一提的是,无锡诺克超声致力于为用户带去更为定向、专业的机械及行业设备一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘诺克的应用潜能。

不管外形如何变化,不变的是焊头频率。你需要将不同形状焊头的固有频率设计成符合电箱和应用要求的使用频率,例如常见的15KHz、20KHz、30KHz或者40KHz。对于焊头的设计,一个重要工作就是应用有限元分析进行固有模态分析和频率响应分析,确定焊头尺寸、固有频率、振形、输出振幅大小和应力,从而评价焊头使用性能和寿命。为了获得更精确的有限元分析结果,或者对焊头材料的进行质量控制,你需要对使用的焊头材料进行属性测量。常用的技术是利用基于冲击激励技术的仪器,对材料进行精确和无损检测,获得表征材料的弹性模量(E,G和泊松比)和阻尼。为了简化计算模型,在焊头有限元分析中忽略材料阻尼特性,也能够获得足...
- 舟山直销超声波焊头模具工装 2024-02-29
- 杭州大规模超声波焊头模具工装供应商 2024-02-28
- 浙江品质超声波焊头模具工装保养 2024-02-27
- 绍兴供应超声波焊头模具工装市面价 2024-02-25
- 浙江直销超声波焊头模具工装价格优惠 2024-02-24
- 杭州大型超声波焊头模具工装有几种 2024-02-23
- 杭州超声波焊头模具工装有几种 2024-02-23
- 湖州质量超声波焊头模具工装哪里有 2024-02-21
- 绍兴质量超声波焊头模具工装变速 2024-02-03
- 台州品质超声波焊头模具工装价格优惠 2024-01-29


- 舟山新能源超声波焊头模具工装有几种 2024-01-15
- 宁波供应超声波焊头模具工装 2024-01-14
- 温州直销超声波焊头模具工装保养 2024-01-14
- 台州供应超声波焊头模具工装厂家报价 2024-01-13
- 温州安装超声波焊头模具工装 2024-01-10
- 温州品质超声波焊头模具工装变速 2024-01-09



- 福建使用汽车门板热熔焊接售后服务 03-04
- 河西区汽车门板热熔焊接保养 03-03
- 南昌购买点焊机 03-03
- 石家庄智能超声波金属焊接机 03-02
- 三明智能汽车门板热熔焊接市面价 03-02
- 邢台大型超声波金属焊接机值多少钱 03-01
- 福建供应汽车门板热熔焊接变速 03-01
- 三明品质汽车门板热熔焊接市面价 02-29
- 舟山直销超声波焊头模具工装 02-29
- 陕西自动汽车内饰件焊接 02-28