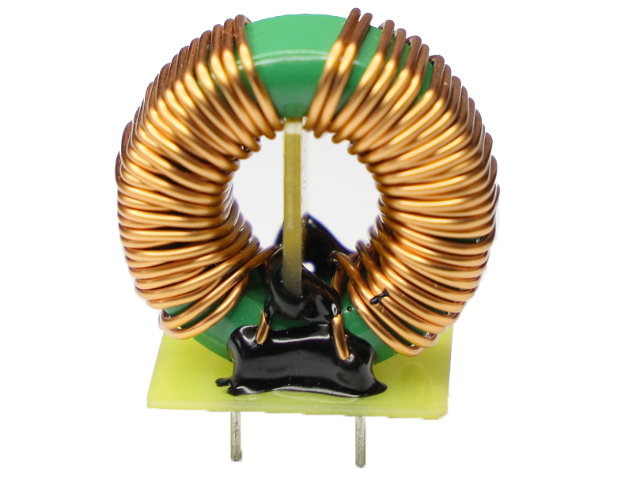
磁环电感并非一种“一刀切”的元件,其性能在很大程度上取决于磁芯材料的特性。针对不同频率范围和应用场景,我们提供基于多种磁性材料的磁环电感,以确保客户能够找到适合其电路需求的解决方案。对于中低频应用,例如几十kHz到几百kHz的开关电源转换器,锰锌铁氧体是优先选择的材料。它具有极高的初始磁导率,能够在较小体积下实现高电感量,且成本效益明显,广泛应用于AC-DC适配器、DC-DC转换器等场合。当工作频率上升至MHz级别,例如在通信基站、射频功放或高频开关电源中,镍锌铁氧体则展现出其优势。它在高频下具有较低的磁芯损耗和稳定的磁特性,能有效减少发热,维持电感值的稳定。对于要求更高、工作条件更恶劣的场合,如大功率工业电源、新能源车载充电机,我们提供基于金属粉芯(如铁硅铝、铁镍钼)或非晶/纳米晶材料的磁环电感。这类材料具有高饱和磁通密度和优异的直流偏置特性,能够承受较大的直流叠加电流而不易饱和,同时其分布式气隙结构使得电感量随电流和温度的变化更为平缓。这种针对频率响应的精细材料划分,确保了我们的磁环电感产品能够在从音频到射频的宽广频谱内,都表现出优异的性能,无论是滤波、谐振、能量存储还是阻抗匹配,都能胜任。 紧凑的磁环结构使电感在有限空间内实现高电感密度。上海磁环电感在PCB上如何布局

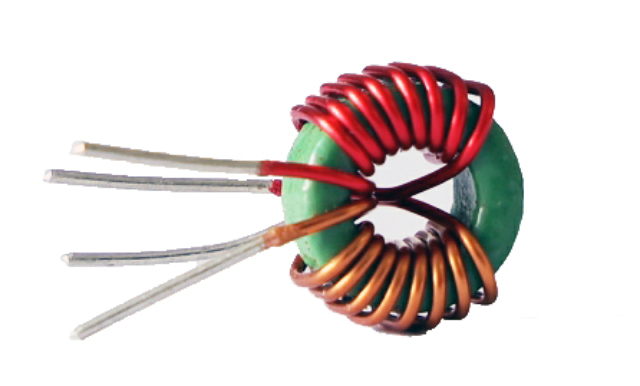
提高磁环电感的耐电流能力,需围绕“增强抗饱和能力”“降低电流损耗”“优化散热效率”三个主要目标,从材质、结构、工艺三方面针对性改进。首先是材质选型优化,优先选用含天然或人工气隙的磁芯材质——如铁粉芯(磁粉间天然存在气隙)、铁硅铝(可通过压制工艺调整气隙),这类材质能分散磁通量,避免电流增大时磁芯快速饱和,相比无气隙的锰锌铁氧体,耐电流上限可提升3-5倍,适合大电流场景。其次是磁芯结构与线圈设计改进。磁环尺寸上,增大磁芯截面积可提升磁通承载能力,例如将磁环直径从10mm增至20mm,耐电流能力可提升约1倍;线圈绕制时,采用多股细导线并绕(如用10股导线替代1股1mm导线),能减少集肤效应导致的铜损,同时降低线圈发热,间接提升电流耐受上限;此外,在线圈与磁芯间预留散热间隙,可加速热量传导,避免高温加剧磁芯饱和。然后是工艺与辅助设计优化。磁芯加工时,通过激光切割或研磨在磁环上开设均匀气隙(气隙大小需根据电流需求计算,通常),能准确控制磁芯饱和电流,例如在铁氧体磁环上开气隙,耐电流能力可从2A提升至8A;成品组装时,采用高导热环氧树脂封装,搭配铝制散热支架,可将磁芯工作温度降低15-25℃,进一步延缓热饱和; LED驱动电源磁环电感多少钱一个磁环电感在航空航天电子系统中要求极高可靠性。
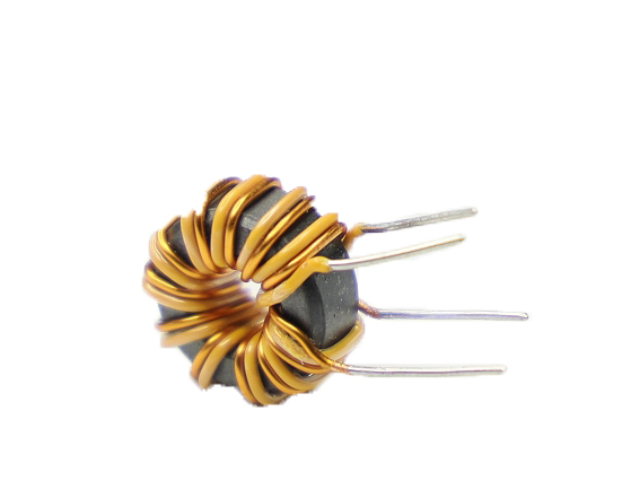
磁环电感的制造是一项对精度和一致性要求极高的工艺过程,其质量直接关系到后续电路的性能与可靠性。制造流程始于磁芯的制备。将特定的磁性材料粉末(如铁氧体)与粘合剂混合,在模具中压制成环状生坯,再经过超过1000℃的高温烧结,形成致密、具备预定电磁特性的磁环。烧结完成后的磁环需要进行外观检查,确保无裂纹、无缺损。接下来是绕线环节。根据设计需求,使用手动、半自动或全自动绕线机将漆包铜线均匀、紧密地缠绕在磁环上。这一工序对张力控制要求极高:张力过小会导致线圈松散,分布参数不稳定;张力过大则可能损伤磁环或导致漆包线绝缘层破裂,造成匝间短路。绕线完成后,通常需要进行涂覆处理,使用环氧树脂或硅胶等材料对线圈进行固定和密封,以增强产品的机械强度、耐环境湿度及散热能力。每一批次的磁环电感都必须经过严格的质量检验,包括但不限于电感量、直流电阻、耐压强度、饱和电流测试等,确保其电气参数符合规格书要求,从而保证在客户端应用的长期稳定性。
随着电子设备向高频化、集成化、大功率和小型化方向快速发展,标准化的磁环电感有时难以满足所有特定需求,定制化服务因此变得日益重要。定制化可涵盖多个维度:在磁芯方面,可根据客户的频率和功率需求调整材料配方与烧结工艺,以优化磁导率、饱和磁通密度和损耗特性;在线圈方面,可指定导线类型、股数、绕制方式及引脚形态,以改善交流损耗、电流能力和焊接可靠性;在封装方面,可采用特定的绝缘材料和成型工艺,满足机械强度、导热性、阻燃等级或环境密封等特殊要求。展望未来,磁环电感的发展趋势主要体现在三个方面:一是材料创新,如性能更优的新型非晶、纳米晶复合材料的应用;二是结构创新,例如结合平面绕组技术以降低剖面高度,适应便携设备需求;三是高密度集成,将电感与电容、电阻等无源元件集成于模块内,形成功能化的整体解决方案。持续的创新确保了磁环电感这一经典元件能够不断适应新的技术挑战,在未来的电子生态中继续占据重要地位。 磁环电感的饱和电流特性是电源设计的重要参考指标。

避免磁环电感焊接时出现松动,可通过“预处理加固—工艺控制—焊后检测补漏”三步系统化操作来实现,主要在于减少焊接过程中对电感结构的损伤,同时增强引脚与焊盘的连接强度。第一步:焊接前预处理加固首先检查电感本体结构,确认磁芯与线圈骨架、引脚与骨架的连接是否牢固。若引脚存在轻微松动,可用少量耐高温环氧胶在引脚与骨架接缝处点胶加固,待胶水完全固化后再进行焊接,防止焊接时引脚因受力而脱落。其次,清理电路板焊盘。使用酒精或无尘布擦拭焊盘表面的氧化层和油污,确保焊盘具有良好的可焊性。同时根据电感引脚间距适当调整焊盘位置,避免引脚因错位受力导致焊接后松动。第二步:焊接工艺控制焊接温度需根据引脚材质合理设定:铜质引脚建议控制在260℃–280℃,铁质引脚建议控制在280℃–300℃。温度过高易导致引脚根部焊锡过度熔融,温度过低则可能造成焊锡未完全浸润,两者都会削弱连接强度。焊接时间应严格控制在3至5秒内。时间过长易使引脚受热变形,破坏其与骨架的连接;时间过短则焊锡未能充分凝固,容易出现虚焊。焊接时选用合适规格的焊锡丝,确保焊锡均匀包裹引脚与焊盘,形成饱满、光滑的焊点,同时避免焊锡过多导致引脚受力不均。 磁环电感采用真空热处理提升磁芯性能一致性。上海ADAS系统磁环电感
磁环电感采用AOI自动光学检测外观质量。上海磁环电感在PCB上如何布局
可靠性是共模滤波器的主要价值。我们对每一颗出厂的共模滤波器,均建立起覆盖设计评审、供应链管控、生产制造与成品验证的全流程质量闭环。在设计与开发阶段,我们优先选用宽温区、高稳定性磁芯材料,从源头保障产品的电气特性与电磁兼容能力。原材料端,我们与具备国际认证的磁芯与线材供应商深度协作,严格执行入库批次检验,确保磁导率、绝缘强度及机械尺寸的一致性与合规性。生产过程中,依托全自动绕线与装配产线,实现对绕线张力、匝数精度及磁芯对位等关键工序的实时监控,减少人为误差,保证产品参数的高度可重复性。所有成品均需完成电感量、共模抑制比、直流电阻等关键电性能的全检,并依据应用场景开展严格的可靠性验证计划,包括:额定电流下的温升试验、绕组间及绕组与磁芯间的耐压测试、引脚可焊性与耐焊接热测试,以及双85高温高湿、冷热冲击与温度循环等环境应力筛选。通过上述系统化的质量控制手段,我们确保产品在批次间保持性能一致,并具备优越的长期运行稳定性,助力客户降低整机失效率与全生命周期维护成本。 上海磁环电感在PCB上如何布局