- 品牌
- 申扬
- 公司名称
- 上海申扬计算机科技有限公司
- 服务内容
- 软件开发,网站建设,软件定制,管理系统,软件外包,技术开发,APP定制开发,各类行业软件开发
- 版本类型
- 企业版,标准版
- 所在地
- 全国
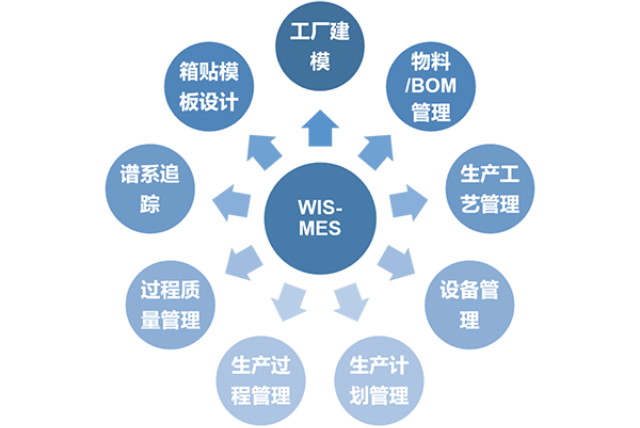
物料管理在物料的配送和使用方面,MES 系统可以根据生产计划生成物料需求计划,确保原材料和零部件的及时供应。它能够跟踪物料在车间内的流动情况,从原材料的入库、存储,到在生产线上的配送和使用,实现物料的全程追溯。例如,在机械加工车间,MES 系统可以精确地计算每个生产批次所需的钢材、螺丝等物料的数量,并安排仓库进行配送。同时,它可以监控物料的消耗情况,当物料库存低于安全库存时,自动提醒采购部门进行补货。000000Mes在整合生产要素方面有着特殊能力。杭州产线级mes系统解决方案
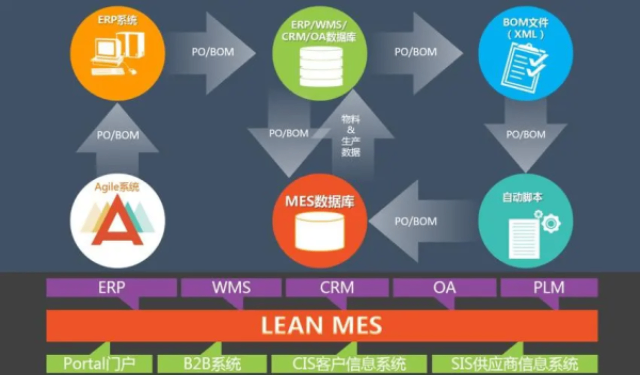
MES系统不只具备强大的数据收集和处理能力,还能通过数据分析为企业的生产决策提供支持。它能够对生产过程中的各类数据进行深入挖掘和分析,发现生产过程中的瓶颈和问题,并提出相应的改进建议。同时,MES系统还能通过预测分析,为企业的生产计划和资源配置提供科学依据。MES系统通常需要与企业的其他系统进行集成和协同工作,如ERP、SCM、CRM等。通过集成和协同,MES系统能够与其他系统共享数据和信息,实现业务流程的自动化和协同化。这种集成和协同不只能够提高企业的运营效率,还能降低企业的运营成本和风险。辽宁mes软件企业Mes为生产活动的有序开展提供帮助。
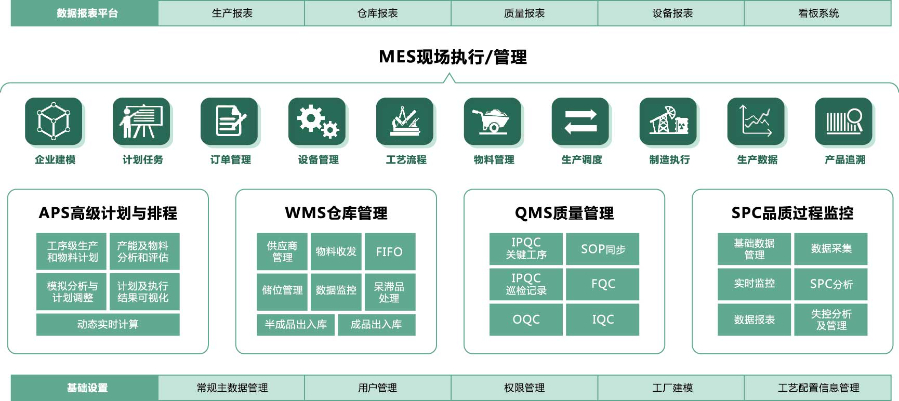
物料管理是MES系统的重要组成部分。MES系统通过实时采集物料数据,包括物料的入库、出库、库存量、位置等信息,实现物料的准确管理。同时,MES系统还能对物料进行追溯,从原材料到成品,每一个环节都能被详细记录。这种追溯能力对于确保产品质量、追溯问题源头、提升客户满意度具有重要意义。质量控制是MES系统的另一大关键功能。MES系统通过实时采集生产过程中的质量数据,如产品检测数据、工序质量数据等,对生产过程进行质量控制。同时,MES系统还能对质量数据进行统计分析,找出质量问题的根源,提出改进措施。这种质量控制与改进能力能够明显提升产品质量,降低不良品率,提升企业的市场竞争力。
MES系统的未来展望:随着制造业的不断发展和技术的不断进步,MES系统将继续演进和发展。未来的MES系统将更加智能化、云端化、移动化和集成化,为制造企业带来更大的价值和竞争力。同时,随着物联网、区块链等新技术的不断涌现,MES系统也将不断引入新的技术和功能以满足企业不断变化的需求。因此,企业应密切关注MES系统的发展趋势和技术创新动态以便及时把握机遇并应对挑战。MES系统是一种位于企业上层计划管理系统与底层工业控制之间的面向车间层的管理信息系统。它通过集成车间生产全过程中的各类数据,为生产管理人员提供实时的生产信息,帮助他们做出决策,优化生产过程。MES系统的关键功能包括生产调度、生产执行、质量控制、设备维护、物料管理等,旨在提高生产效率、降低生产成本、提升产品质量。Mes对生产环节的有序性有保障作用。

工业4.0是当前制造业发展的重要趋势,它强调智能化、网络化和自动化技术的应用。MES作为制造业信息化的关键系统之一,与工业4.0的融合成为必然。通过引入工业4.0的先进技术(如物联网、大数据、云计算等),MES系统能够实现对生产过程的更加全方面和深入的管理。例如,通过物联网技术,MES系统能够实时获取生产设备的运行数据和状态信息,为设备的维护和保养提供决策支持;通过大数据技术,MES系统能够对生产过程中的海量数据进行挖掘和分析,发现生产过程中的规律和趋势;通过云计算技术,MES系统能够实现数据的远程存储和共享,为企业的协同工作提供支持。通过与工业4.0的融合,MES系统能够进一步提升制造业的智能化和自动化水平。精确控制原材料和成品库存,降低了库存成本。辽宁mes软件企业
Mes在生产活动的成本控制中有帮助。杭州产线级mes系统解决方案
MES作为企业生产管理的关键系统,需要与上层的企业资源计划(ERP)系统和供应链管理(SCM)系统进行紧密集成。通过与ERP的集成,MES能够实时获取生产计划、物料需求等关键信息,并根据这些信息制定详细的生产执行计划。同时,MES还能够将生产过程中的实际数据(如产量、工时、质量等)反馈给ERP系统,为ERP系统的计划调整和优化提供数据支持。通过与SCM的集成,MES能够实现供应链上下游的信息共享和协同,提高供应链的响应速度和灵活性。杭州产线级mes系统解决方案
- 苏州通用mes系统怎么收费 2026-01-19
- 机械加工mes系统有什么作用 2026-01-15
- 浙江中小企业MES系统应用 2026-01-11
- 青岛mes一体化管理系统有哪些 2026-01-10
- 河北产线级mes系统多少钱 2026-01-07
- 辽宁中小企业MES系统有哪些 2026-01-06
- 浙江mes生产管理系统哪家好 2026-01-01
- 广东mes生产管理系统哪家便宜 2026-01-01
- 北京mes系统哪家优惠 2025-12-31
- 北京通用mes系统公司有哪些 2025-12-30
- 郑州电子装配mes系统有哪些公司 2025-12-28
- 北京通用mes系统在线咨询 2025-12-27