选择适合的电镀滚镀机需综合考量生产需求、工艺特性及设备性能,以下是关键维度及选型建议: 一、明确生产规模与工件特性产能 需求小型作坊可选容积 50-100L 的经济型设备,适合样品打样或小批量生产; 中型企业可考虑 200-500L 滚筒,满足日均数百公斤工件处理; 大型...
电镀滚筒基本参数
- 品牌
- 电镀设备
- 型号
- 志成达
电镀滚筒企业商机
桶身导电与传统滚镀机的区别
传统滚镀机通常通过“主轴导电”(电流经滚筒主轴传递至工件),而桶身导电滚镀机的导电部件直接集成在滚筒内壁或轴向,
具有以下优势:
导电更均匀:电流通过滚筒内壁多点接触工件,减少接触不良或局部电流过大的问题
适合复杂工件:对形状不规则或带孔、缝隙的工件,导电接触更可靠,镀层均匀性更好
维护便捷:导电部件可直接在滚筒内检修,无需拆卸主轴,减少停机时间
主要应用场景电子行业:电镀电子元件引脚、连接器、小尺寸电路板等,要求镀层薄且均匀(如镀金、镀银)
五金行业:螺丝、螺母、弹簧、冲压件等批量零件的镀镍、镀锌、镀铬,提高耐腐蚀性和美观度
汽车零部件:小尺寸标准件(如螺栓、垫片)的电镀处理,满足量产需求
首饰加工:小件饰品(如耳环、项链配件)的镀金、镀铑等精细电镀
优势与特点
高效批量处理:一次可处理数百至数千件工件,适合大规模生产
镀层均匀性好:旋转翻滚+多点导电,避免工件堆叠导致的镀层不均。低能耗:相比挂镀(单件电镀),滚镀机能耗更低,材料利用率更高
自动化程度高:可配套自动上料、卸料系统及电镀液循环过滤装置,降低人工成本
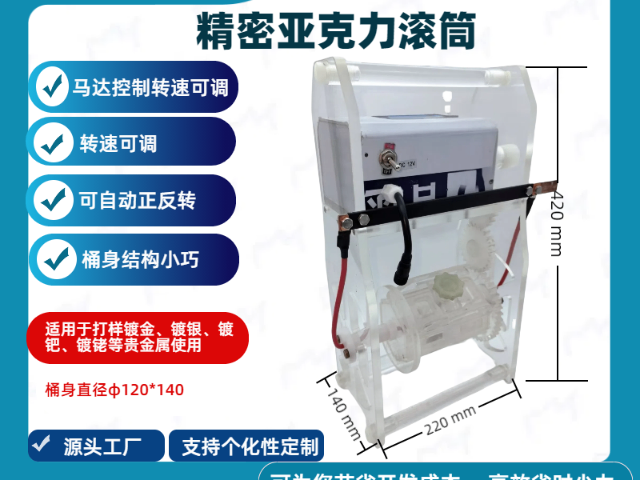
环保性:封闭式滚筒设计可减少电镀液挥发,配合废水处理系统,符合环保要求 支持 5-50kg / 批次,适配多规格生产需求。小型电镀滚筒滚镀机
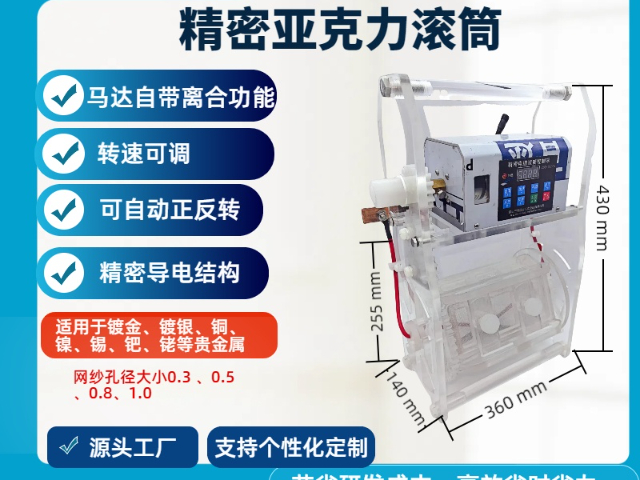
桶身导电滚镀机
是一种基于 “桶身导电滚筒” 设计的电镀设备,主要用于批量电镀中小型工件(如电子元件、五金零件、螺丝螺母等)。其原理是通过滚筒的旋转和导电结构,使工件在翻滚过程中均匀接触电镀液并获得电流,从而实现表面镀层的均匀沉积。
基本结构
1. 结构滚筒(桶身)圆柱形结构,材质多为耐酸碱的塑料(如 PP、PVC)或不锈钢,内壁可打孔(便于电镀液流通)。
导电功能:滚筒内壁或轴向安装导电部件(如导电圆棒、导电环),通过外部电源连接,使电流传导至工件表面。导电系统 包括导电轴、导电板、碳刷或铜刷等,连接电源正极(阳极),滚筒内工件通过接触导电部件成为阴极,形成电流回路。
传动系统电机驱动滚筒旋转(转速可调,通常为 5~20 转 / 分钟),使工件在滚筒内不断翻滚,确保镀层均匀。电镀槽盛装电镀液(如镀铜、镀镍、镀锌溶液),滚筒部分或全部浸入槽内。 江苏精密微型电镀滚筒价格操作易掌握,快速投入生产。

滚镀机的特点
通过滚筒旋转实现中小零件表面均匀电镀的自动化设备
适用于电子元件、五金件等批量生产,通过零件翻滚提升镀层覆盖性,降低人工成本。
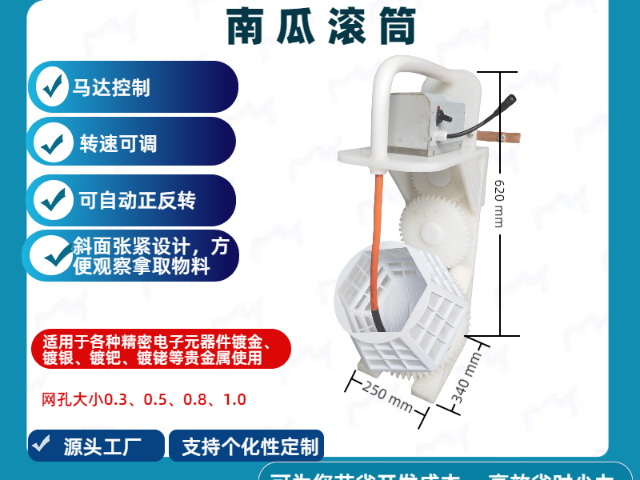
滚筒结构类型:单桶、双桶、倾斜式等,筒体材质可选PP、CF-PP或钛合金,内壁微孔设计,保障电解液渗透。
运动模式:正反转交替,消除凹槽盲孔镀层死角。智能驱动,伺服电机:转速0-12r/min可调,定位精度±0.1°,支持阶梯式变速提升效率。磁耦合密封:全封闭驱动杜绝漏液,适合贵金属电镀(如金、银)。工艺优化镀层均匀性:零件持续翻滚,膜厚波动≤5%,配合智能温控(±1℃)提升一致性。产能提升:双桶机型年产能达50万件,较单桶设备效率提高40%。
环保设计自清洁系统:内置高压脉冲水流+旋转刷头,减少停机清洁时间50%。废液回收:镀液回用率>90%,支持无氰电镀等绿色工艺。典型应用场景电子元件:片式电阻镀镍/金,0201元件纳米级镀层。新能源电池:锂电池铜箔镀镍,膜厚CV值<3%。汽车零部件:铝合金件镀镍,复杂结构360°受镀。选型建议高精密小件:选择PTFE涂层滚筒(如志成达定制款)。高产能需求:双桶并行机型+阶梯能耗设计(如深圳志成达智能型)。贵金属电镀:钛合金内衬+磁耦合驱动。
如何选择电镀滚镀机。从设备性能看
1.材质与耐腐蚀性
滚筒主体:优先选 316L 不锈钢(耐酸蚀)或 PP(聚丙烯,耐碱蚀),寿命可达 5-10 年;低端设备若用 201 不锈钢,需每年检查防腐层磨损情况。
导电系统:导电铜轴需镀硬铬(厚度≥50μm),接触块用石墨或铜合金,确保长期导电稳定。
2.自动化程度
1.手动型:适合小批量多品种场景,需人工上料、控时,成本低(约 5-10 万元);
2.半自动型:带时间继电器、自动断电功能,滚筒可倾斜卸料,效率提升 30%(约 15-30 万元);
3.全自动型:集成 PLC 控制系统、电流电压自动调节、废水回收联动,适合标准化生产(50 万元以上)。 在线清洗系统,维护周期延长至 24 小时。
滚镀与挂镀的区别
一、工艺原理与设备结构
滚镀原理:将工件装入带孔滚筒(容积 5-500L 不等),滚筒倾斜浸没于镀液中,通过旋转(5-15r/min)使工件随滚筒翻滚,同时通过导电装置(如铜轴 + 石墨块)通电电镀。
设备关键件:滚筒(网孔 1-10mm)、导电系统(电阻≤0.1Ω)、倾斜卸料机构。特点:工件在滚筒内动态接触镀液,依靠自身碰撞与滚镀摩擦实现镀层附着,适合批量小件处理。
挂镀原理:工件通过挂具(如不锈钢挂钩、塑料夹具)逐件悬挂于电镀槽上方,完全浸没于镀液中,通过挂具导电杆直接通电电镀。
设备关键件:挂具(需根据工件定制)、导电杆(纯铜或镀硬铬)、阳极板(如锌板、镍板)。特点:工件静止或小幅摆动,镀层附着依赖电流分布与镀液流动性,适合单件或小批量精密件。 精密网孔设计,溶液渗透均匀,镀层致密。安徽贵金属电镀滚筒源头厂家
在线监测,厚度偏差 ±5μm,质量可控。小型电镀滚筒滚镀机
电镀滚筒的材质如何选择?
1.(PP)
特性:耐腐蚀性优异,尤其耐酸、碱、盐类溶液,对大多数常规镀液稳定性好;
密度小,易加工,可制成各种网孔规格(0.1-5mm),成本适中;
2.聚氯乙烯(PVC)
特性:耐腐蚀性略逊于PP,对弱酸碱有一定抗性,但在强氧化性镀液中易老化;
3.不锈钢(304、316等)
特性:-机械强度高,耐磨性好,耐高温
304不锈钢耐弱酸碱,316不锈钢耐腐蚀性更强
4.钛合金(TA2、TC4等)-
特性:耐腐蚀性极强,可耐受强酸性、高氧化性镀液(如镀铬液、浓硝酸体系镀液),不与镀液发生反应;-强度高、重量轻,使用寿命长(是PP滚筒的5-10倍);-缺点是成本极高,加工难度大。
5.其他特殊材
聚乙烯(PE):耐低温性好,适合低温镀液,但硬度低、易变形,应用较少
玻璃钢(FRP:耐腐蚀性强,强度高,但重量大、加工复杂,适合定制大型滚筒。
三、选择建议
1.常规电镀:优先选PP材质,性价比比较高,适配大多数酸碱环境。
2.强腐蚀性镀液:必须选**钛合金**,避免滚筒被腐蚀失效。
3.高硬度/尖锐工件:选不锈钢(316或钛合金,抵抗工件磨损
4.精密微型工件(电子元件):选PP材质(细网孔加工性好),避免工件漏出或划伤。
5.低成本小批量生产:可选PVC,但需注意镀液腐蚀性不能过强。
小型电镀滚筒滚镀机
与电镀滚筒相关的文章
湖南手提式电镀滚筒报价行情
- 广东精密电镀滚筒方案设计 2025-09-09
- 广东电镀滚筒设备 2025-09-09
- 小型电镀滚筒滚镀机 2025-09-09
- 广东深圳智能电镀滚筒滚镀机 2025-09-09
- 云南亚克力电镀滚筒 2025-09-09
- 福建精密电镀滚筒 2025-09-09
- 福建精密电镀滚筒生产线 2025-09-09
- 精密电子元器件电镀滚筒源头厂家 2025-09-09
- 四川小型电镀滚筒厂家电话 2025-08-23
- 中国台湾精密电子元器件电镀滚筒厂家 2025-08-23
- 重庆一体化电镀滚筒工厂直销 2025-08-23
- 珠三角亚克力电镀滚筒源头厂家 2025-08-23
与电镀滚筒相关的产品


与电镀滚筒相关的新闻
-
江苏精密微型电镀滚筒厂家直供 2025-08-23 02:07:42电镀滚筒按开孔方式划分圆孔滚筒:开孔为圆形,是较早出现的一种开孔形式,在电镀过程中,镀液和电流通过圆孔与零件接触,实现电镀。但其开孔率相对较低,透水、透气性能有限,在一定程度上影响电镀效率和镀层质量。方孔滚筒:开孔为方形,相比圆孔滚筒,方孔滚筒的开孔率有所提高,镀液和电流的流通性更好,零件在滚筒内的...
-
湖南有哪几种型号电镀滚筒牌子 2025-08-23 00:22:01滚镀机可用于陶瓷镀镍: 陶瓷封装外壳化学镀镍滚筒:这种滚镀机包括滚筒本体和装载体,装载体可将陶瓷封装外壳封装后放入滚筒本体内。其滚筒本体由底部机构、第二底部机构和侧面壳体机构组成,形成容纳腔室,装载体与滚筒本体活动连接且可多层多腔体设置,相互之间可拆卸安装。它能避免陶瓷封装外壳在滚镀过程...
-
河南亚克力电镀滚筒设备 2025-08-22 07:12:21环保型滚筒工艺的创新突破: 环保设计推动滚筒技术的革新。逆流漂洗滚筒通过多级梯度补水,耗水量较传统工艺降低70%;内置超滤膜组件实现镀液在线净化,减少60%的废水排放量。一些五金工厂优先采用无铬钝化滚筒工艺,通过滚筒旋转使钝化剂均匀吸附,六价铬使用量减少95%。废气收集罩与滚筒联动设计,酸...
-
一体化电镀滚筒厂家 2025-08-22 06:18:23如何选择电镀滚镀机。从设备性能看 1.材质与耐腐蚀性 滚筒主体:优先选 316L 不锈钢(耐酸蚀)或 PP(聚丙烯,耐碱蚀),寿命可达 5-10 年;低端设备若用 201 不锈钢,需每年检查防腐层磨损情况。 导电系统:导电铜轴需镀硬铬(厚度≥50μm),接触块用石墨或铜合金,确...
与电镀滚筒相关的问题
与电镀滚筒相关的标签
新闻资讯
产品推荐
-

半波整流机应用
2026-01-29 -

新能源整流机工厂直销
2026-01-28 -
广东贵金属电镀使用冷水机
2026-01-27 -

R6000 系列工业整流机设备厂家
2026-01-25 -

广东深圳整流机应用
2026-01-24 -

可定制电镀工艺冷水机
2026-01-23 -

江苏开放式冷水机
2026-01-22 -

十堰盲孔产品电镀设备升级改造
2026-01-19 -

微弧氧化电镀设备周边产业
2026-01-18