- 品牌
- ALLIANCE
- 型号
- BWS
- 基材
- 金属
手频繁伸进夹具、绕线器等部件的工作台区域,安全隐患突显。[0003]由于电机的制造技术在日新月异的变化创新,对生产设备的要求也不断的提高,因此需要有新的技术来替代传统的绕制技术。公布号为A的实用新型公开了一种电机定子线圈绕线机,如图37所示,该电机定子线圈绕线机包括箱体10、驱动电机1、动力轴6和主轴9,在箱体10的底板上固定有支架7和两支座5,所述动力轴6由支架7和箱体10的一侧板支撑,两支座5支撑一传动长轴8,在箱体10的另一侧板上固定有上安装座14和下安装座15,所述主轴9中部处于上、下安装座14、15的导向孔中,主轴9向上伸出箱体10的一端上设有绕线轴11,主轴9向下伸出下安装座15的部位上设有衬套16,主轴9和上安装座14、下安装座15、衬套16均为动连接,动力轴6由所述驱动电机I驱动并通过凸轮机构2带动传动长轴8正反转动,传动长轴8通过具有锥齿轮副的传动机构4带动主轴9正反转动,锥齿轮副中的从动锥齿轮4-5动连接在处于衬套16下方的主轴部位上,主轴9的上部设有连接头12,动力轴6和连接头12之间设有带动主轴9作往返直线运动的曲柄连杆机构2。[0004]上述电机定子线圈绕线机的工作过程为:驱动电机I驱动动力轴6旋转,曲柄3-1随动力轴6旋转。该生产线的模块化设计使得设备更易于维护和升级,降低了维修成本。合肥牵引电机电机定子生产线价钱

所述驱动机构40包括电机41、主轴42、驱动臂43、驱动外管和内管上下运动的滑块机构44、安装在机架安装板12上的支撑座45、驱动外管转动的传动机构46、驱动内管转动的第二传动机构47。[0105]电机41的输出端与主轴42的一端连接,主轴42支撑在机架的安装板12上,主轴42的另一端穿过机架的安装板后偏心地与驱动臂43的一端连接。如图17至图20所示,主轴42穿过机架的安装板12后通过一个偏心调整机构48与驱动臂43连接。如图18所示,所述偏心调整机构48包括可调节地安装在主轴42轴向端部的连接座480、丝杆安装座481以及行程调节丝杆482,所述主轴42轴向端面上设有凹槽420,在凹槽420的两个对称的侧壁面上对称设置一对滑槽421,所述丝杆安装座481固定在主轴42上,行程调节丝杆482位于凹槽420中,行程调节丝杆482的端部与丝杆安装座481连接。所述连接座480的一端设有滑块483,该滑块483的端面上设有螺纹484,滑块483间隙配合在所述滑槽421中后,滑块483与所述行程调节丝杆482螺纹连接,这样,程调节丝杆482与滑块482形成了一个丝杆机构。[0106]如图3、图17和图18所示,当主轴42转动时,主轴42带着驱动臂43转动,由于驱动臂43偏心地与主轴42连接,因此。台州电机定子生产线生产厂家定子生产线在保障生产安全方面也具有重要意义,它能够通过自动化和智能化设备降低人工操作风险。
支撑块76与第二气缸740的活塞杆固定连接。导杆77的一端与支撑块76固定连接,在第二直线驱动器上设有装配孔,该装配孔位于所述第二缸体安装座74上,导杆77与所述装配孔滑动配合。在导杆77与第二直线驱动器之间设有套筒78。[0141]挑线机构70,当运行到分度过线出线时,外管21上升到上端位置,护线套56升起,上升到位后,气缸730伸出到位,然后第二气缸740伸出,带动挑线杆挑住漆包线,挑好线后气缸730退回到位,护线套56压下,分度机构60开始分度,分度机构60到位后停止旋转,挑线杆缩回,开始绕下一槽线包,渡线工作一次结束。[0142]如图34所示,剪线机构80包括支架81、安装座82、直线驱动器83、勾线器84、切刀85。所述支架81包括底座810、连接座812、连杆813,连接座812上设有装配孔,在连接座812上设有开口,该开口与装配孔连通,连接座812上还设有螺纹孔814,该螺纹孔814的轴向穿过所述开口815,连杆813的一端固定于底座810的侧壁面上,连杆813的另一端插入到连接座812上的装配孔中后,螺栓与连接座上的螺纹孔814螺纹连接将连杆锁紧在连接座上。由于连接座812上的开口815的作用,可使连接座812随意转动,可随意改变连接座相对于底座810的角度。安装座82固定在支架81上。
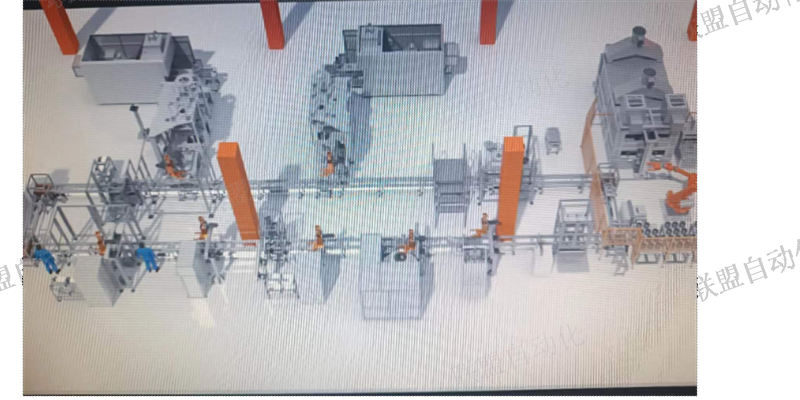
由连杆3-2使曲柄3-1的旋转运动转变为连接头12的直线运动,连接头12通过推力轴承13利用主轴9上的轴肩9-2带动主轴9作轴向移动。主轴9在上安装座14的导向孔、下安装座15的导向孔、衬套16和从动锥齿轮4-5的轴孔中上下移动,带动绕线轴11、绕线嘴固定架18—起上下移动。在动力轴6旋转的同时,动力轴6带动凸轮2-1旋转,凸轮2-1通过摆动架2-2带动传动长轴8正反旋转,传动长轴8通过同步轮、锥齿轮副带动主轴9正反转动。[0005]虽然,上述绕线机可以实现绕制工作,相对传统的绕制技术而言,自动化程度有所提升,但是由于绕线嘴的结构非常单一,主轴9每次的升降只能实现在一个骨架上绕制漆包线,存在绕制效率低的缺陷。另外,在当前骨架上绕制好漆包线后,由于漆包线不能斩断,需要连续地被转换到下一个骨架上继续绕制,明显地,上述绕线机只能通过人工操作的方式将漆包线进行移动,而无法实现自动化的操作方式。【发明内容】[0006]本实用新型的目的在于提供一种能够进入到定子铁芯轴孔中,以对定子铁芯的骨架绕制漆包线的电机定子铁芯绕线机。[0007]解决上述技术问题的技术方案如下:[0008]电机定子铁芯绕线机,包括:[0009]机架。联盟自动化的电机定子生产线能够实现高效的生产速度,提升生产效率。

从压紧套54上的开口中将漆包线挑起,而护线套56上的压线舌561伸入到定子铁芯90上的过线槽92中,将挑起的漆包线压住,使得漆包线出线过线时在定子铁芯90规定的过线槽92内进行过线,不但可以保证过线出线的长度,而且在绕线时起到保护的作用。[0124]本实用新型中的压紧套54和护线套56分别能够上下动作,与以往的一体式压紧机构相比,结构更加科学,免去了人工拧螺丝锁紧定子工序,在绕线过程中压紧套54—直压住定子,也防止了定子的跳动,保证绕线的质量以及保护电机定子和设备的有关机构,使工人在装卸工件时更加方便快捷。通过护线套56的作用实现了自动过线功能,使绕线机的自动化程度获得了提升,并且过线不会产生凌乱,提高了过线以及后序绕线的质量。另外护线套56加工精细,帮助引出过渡线,抛光圆滑流畅,有利于保护漆包线。[0125]分度机构60用于带动定子铁芯90转动一定的角度,定子铁芯上的当前骨架绕线完毕后,需要对定子铁芯90其它骨架90a继续绕线,为了提高自动化程度,通过分度机构60的驱动,带动定子铁芯转动一定角度(该角度由定子铁芯上的骨架来决定,例如6个骨架,则转60度,9个骨架则转40度,12骨架则转动30度),而绕线模具则保持在原来的位置即可。定子生产线在促进产业升级方面具有重要作用,能够推动电机行业的结构调整和转型升级,促进产业高质量发展。无锡压缩机电机定子生产线修理
该生产线的智能化控制系统能够自动识别和排除生产中的异常情况,提高了生产效率。合肥牵引电机电机定子生产线价钱
线嘴机构34是三个,这三个线嘴机构从下向上依次进行叠力口,在盖33上为每个丝嘴机构设置了与之相配的槽330,因此,各个线嘴机构34中的滑块在滑动时,相互不会发生干涉。而上面提到的在盖33上设置槽330为三个,各个槽330的侧壁上设有台阶331,实际上,由于线嘴机构34中的三个滑块340叠加后,为了能够安装在盖上的槽330中,通过在槽中设置台阶331,使槽中安装滑块的具置存有高度差,以满足各个滑块340的装配。[0102]绕线模具30的工作过程中,在排线机构20的驱动下,外管21升降运动且来回转动时,绕线头31随着外管同步升降运动且来回转动,使绕线模具30整体地升降运动且来回转动。内管22升降运动且来回转动时,拨叉机构32随着内管22同步地上下运动且来回转动,绕嘴机构34则随拨叉机构32的升降而沿着盖33的径向运动。具体地,当外管带动绕线模具整体上升时,同时内管22相对外管21有另一个上升过程带动推头320上升,推头推动拨叉321,使拨叉321以拨叉321和绕线头31的铰接点为支点进行转动,从而拨叉321的推动线嘴机构的滑块340滑着盖的径向而滑动,使线嘴341进入到定子铁芯90的绕线槽中,当外管21带动绕线模具30整体正向转动时。合肥牵引电机电机定子生产线价钱
- 金山区工业电机电机定子生产线要多少钱 2024-05-29
- 无锡新能源汽车电机定子生产线厂家供应 2024-05-29
- 福州压缩机电机定子生产线修理 2024-05-29
- 上海机器人电机定子生产线维修电话 2024-02-20
- 江西电机定子生产线推荐厂家 2024-02-20
- 合肥牵引电机电机定子生产线厂家 2024-02-19
- 福州新能源电机定子生产线设备厂家 2024-02-19
- 湖南电机定子生产线多少钱一台 2024-02-19
- 蚌埠全自动电机定子生产线厂家 2024-02-18
- 无锡进口电机定子生产线修理 2024-02-18
- 江西压缩机电机定子生产线价钱 2024-02-18
- 温州牵引电机电机定子生产线销售厂 2024-02-18