PBT注塑之前一定要在110~120℃的温度下干燥3小时左右,成型加工温度为250~270℃,模温控制在50~75℃为宜.因该料从熔融状态一经冷却,则会立即凝固结晶,故其冷却时间较短;若喷嘴温度控制不当(偏低),流道(水口)易冷却固化,会出现堵嘴现象.若料筒温度超过275℃或熔料在料筒中停留时间超过30分钟,易引起材料分解变脆.PBT注塑时需用较大水口进胶,不宜使用热流道系统,模具排气要良好,宜用“高速、中压、中温”的条件成型加工,防火料或加玻纤的PBT水口料不宜再回收利用,停机时需用PE或PP料及时清洗料管,以免碳化.工程塑料的供应商哪家好?厦门进口工程塑料服务

2.工业化爆发期(1960s-1980s)背景:战后经济复苏,汽车、电子行业兴起,对轻量化、耐热材料需求激增。里程碑:1960s:聚碳酸酯(PC)工业化(拜耳公司1960年),因其透明和高抗冲击性,用于防弹玻璃、光盘。聚苯醚(PPO)由GE公司改性为Noryl,解决加工难题,应用于电气部件。1970s:聚对苯二甲酸丁二醇酯(PBT)和聚苯硫醚(PPS)商业化,耐高温特性使其成为汽车电子元件材料。超高分子量聚乙烯(UHMWPE)开发,用于医疗植入物。1980s:聚醚醚酮(PEEK)(ICI公司1981年)问世,耐高温达260°C,用于航空航天。液晶聚合物(LCP)出现,满足精密电子元件的小型化需求。特点:材料种类迅速扩展,性能针对特定场景(如耐高温、绝缘)优化,工程塑料与通用塑料(如PP、PVC)界限清晰化。厦门尺寸稳定工程塑料哪家好工程塑料的加工性能优越,可以通过多种方式成型,如注塑、挤出等。
为客户提供技术咨询、工艺优化建议以及解决可能出现的质量问题,都能做到及时、高效、专业。例如,在帮助一家塑料制品加工企业解决工程塑料成型过程中的翘曲变形问题时,技术团队深入生产现场,通过对模具设计、加工工艺参数以及原材料配方等多方面进行综合分析和调整,成功使产品质量达到理想状态,赢得了客户的高度赞誉。工程塑料作为大冢化学管理(上海)有限公司的产品之一,在现代工业的各个角落都发挥着举足轻重的作用。从消费电子到汽车制造,从机械装备到航空航天,它以其的性能为各行业产品的升级换代和创新发展注入了强大动力。未来,大冢化学将继续在工程塑料领域深耕细作,不断创新,与全球合作伙伴携手共进,共同推动工程塑料技术的进一步发展,为构建更加先进、高效、环保的现代工业体系贡献更多的力量。
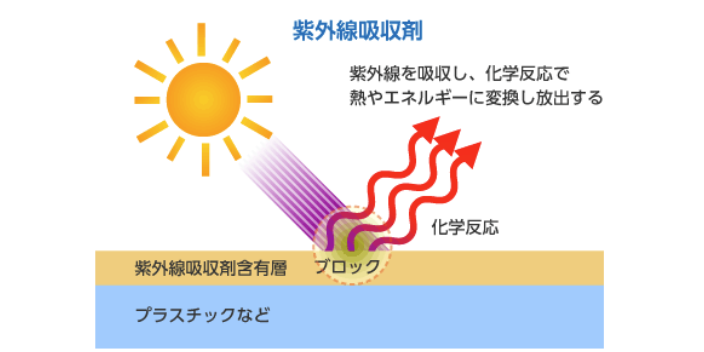
刻地改变着众多行业的格局。大冢化学管理(上海)有限公司凭借其的技术与创新精神,在工程塑料领域展现出强大的实力与无限潜力,为现代工业的进步提供了坚实可靠的材料支撑。工程塑料,相较于传统塑料,具有更为优异的机械性能、热性能、化学稳定性以及尺寸精度等特点。大冢化学管理(上海)有限公司所提供的工程塑料涵盖了多个种类,每一种都在特定的应用场景中发挥着不可替代的作用。其中,聚碳酸酯(PC)工程塑料尤为引人注目。它具备出色的度与高韧性,能够承受较大的冲击力而不易破裂,这种特性使其在电子电器领域得到广泛应用。工程塑料的抗紫外线性能使其适合用于户外长期使用的产品。

PPO的熔体粘度高、流动性差、加工条件高.加工前,需在110℃的温度下干燥1~2小时,成型温度为260~310℃,模温控制在80~110℃为宜,需在“高温、高压、高速”的条件下成型加工.此料注塑生产过程中水口前方易产生喷射流纹(蛇纹),水口流道以较大为佳;PPO长其在加工温度下有“交联”倾向.容易产生喷射流纹,大形塑件比较好选用薄膜形或扇形浇口,细小塑件可用针点形或潜水浇口,流道则以较大为佳.PPO的加工条件:干燥温度(℃)100~120干燥时间约(hr)1~2模具温度(℃)800~110残料量(mm)4~8熔胶温度(℃)260~310背压(Mpa)3~15注射压力(Mpa)100~140锁模力约(ton/in2)2~3注塑速度高速回料转速(rpm)70~90螺杆类别标准螺杆(直通式喷嘴)停机处理关料闸啤清即可碎料翻用(%)20~30工程塑料的耐蒸煮性能使其在食品包装行业中得到应用。芜湖VCM工程塑料价格查询
工程塑料的低吸水性使其在潮湿环境中也能保持性能。厦门进口工程塑料服务
PA熔点高,凝固点也高,熔料在模具内随时会因温度降低到熔点以下而凝固,妨碍充模成型的完成,易出现堵嘴或堵浇口现象.所以,必须采用高速注射(薄壁或长流程制件尤其这样),保压时间要短,尼龙模具要有充分的排气措施.PA熔融状态时热稳定性较差,易降解;料筒温度不宜超过300℃,熔料在料筒内加热时间不宜超过30分钟.PA对模温要求很高,可利用模温的高低来控制其结晶性,以获得所需的性能.PA注塑时模温在50~90℃之间较好,PA6加工温度在230~250℃为宜,PA66加工温度为260~290℃;PA制品有时需要进行“调湿处理”,以提高其韧性及尺寸稳定性.厦门进口工程塑料服务