- 品牌
- MFQ
- 型号
- 1362
- 尺寸
- 0.1
- 重量
- 0.1
- 产地
- 深圳
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
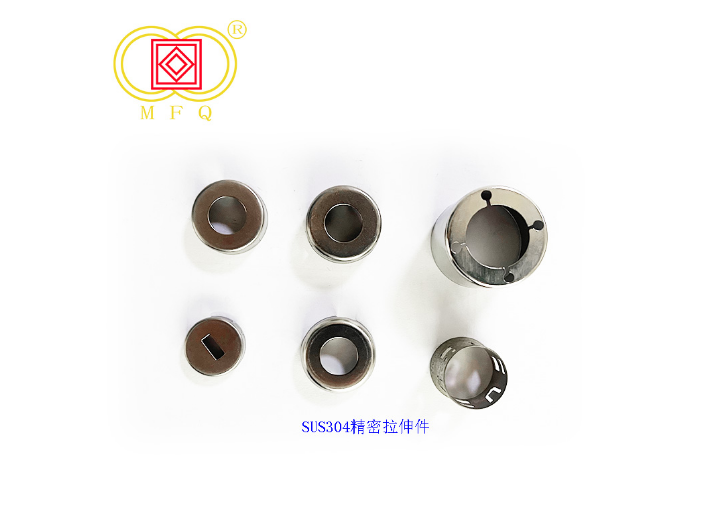
- SUS304
- 配送方式
- 物流
深圳冲压拉伸件之金属原材料质量不达标导致的问题?人机料法环是深圳冲压拉伸件加工的五要素。我们要介绍的是材料,也就是原材料。当金属原材料质量不达标时,生产冲压拉伸件产品会出现哪些问题?生产加工厂的冲压拉伸件厂家一定要避免。1.原材料厚度不达标,会造成内径不良和模具拉伤;2.原料表面有波纹,可使金属冲压拉伸件起皱;3.原料表面被腐蚀,产生的冲压拉伸件也被腐蚀;4.原料表面有凹坑,使用产生的深圳冲压拉伸件外观不好。如何正确延长冲压拉伸件使用寿命的方法?冲压拉伸件和其他工件一样,也有一定的使用寿命。影响冲压拉伸件使用寿命的因素除了模具本身的工艺和性能,还有使用过程中的维护。冲压拉伸件安装使用前,需要进行严格的检查,以保证工件的清洁和润滑,避免污渍和摩擦造成的表面损伤。如果发现冲压拉伸件冲头和冲模的刃口有任何磨损,应立即停机,防止磨损扩大,这对冲压拉伸件的使用寿命也是非常不利的。为了保证冲压拉伸件的使用寿命,还要注意定期更换模具的弹簧,因为弹簧的疲劳损坏也会直接影响冲压拉伸件的使用。通过各种保障,可以提高金属冲压拉伸件的使用寿命。氮气弹簧之所以比ULI橡胶好,是因为它功能强大、平衡,但是它的价格比橡胶贵很多倍,所以很多工厂买不起。内蒙古不锈钢拉伸加工厂家
1.大机子冲压:重新分配体积和转移材料来改变坯料形状或高度和厚度。2.弯曲:将平板金属变成弯曲件,并进一步改变弯曲件的形状。有弯曲、卷曲、扭曲等。3.压延:将平板坯料冲压成型为所需形状的中空零件,或进一步改变中空零件的尺寸。4.成型:通过各种性质的局部变形来改变工件或毛坯的形状。变形包括滚压、翻边、缩口、胀形、倒圆和整形。5.切割和下料:材料的一部分与另一部分分离,没有密封或闭合。这些方法包括冲裁、冲孔、修整、切割、切片、切割等。不锈钢拉伸件:减少或消除冲头回弹的比较好时间是在产品设计和工具开发期间。通过早期的CAE回弹分析准确预测回弹,优化产品设计和工艺,并利用产品形状、工艺和补偿来减少回弹。在五金模具调试阶段,必须严格按照工艺分析的指导对模具进行测试。回弹分析修正比普通SE分析增加43%的工作量,但可以缩短模具调试周期。回弹与拉丝工艺密切相关。在不同的拉深条件下(吨位、行程和进给量等),冲压件虽然没有成型问题,但切边后的回弹会更加明显。回弹分析和拉深分析使用相同的软件,但关键是如何设置分析参数并有效评估回弹结果。内蒙古不锈钢拉伸加工厂家型材冷却温度≤50℃。两排料之间要有一定的距离,防止相互擦伤。
板材的厚度多少都会存在偏差问题,通常在偏差允许的范围内,五金冲压件加工应该选用下偏差的板材,从而节约生产五金冲压件的采购成本问题。板材卷宽的选择五金冲压件加工在多种的钢板规格中,无论是卷板或者是定尺版,一样的材质、料厚的材料,而卷宽不同,销售的价格也会大有不同。故而,要想降低成本,就要从采购卷宽的制定采取办法,在保证材料利用率的前提下尽量选取不加价的卷宽。比如对于定尺板尽量选择合适的规格尺寸,从钢厂剪切完成后,不必进行二次剪切,从而的降低了剪切的费用;对于卷板,比较好选择开卷成形的卷料规格及工艺,减少二次剪切的工作量,以此提高工作效率。五金冲压件加工是借助于常规或冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状,尺寸和性能的产品零件的生产技术。板料,模具和设备是冲压加工的三要素。冲压加工是一种金属冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是金属塑性加工(或压力加工)的主要方法之一,也隶属于材料成型工程技术。五金冲压件与铸件、锻件相比,具有薄、匀、轻、强的特点。
随着现活品质的提高,精密五金拉伸件已经深入各个领域,不论是工业生产还是日常生活,很多配件设备中都会用到各种精密五金拉伸件,精密五金拉伸件已经跟我们的生活息息相关,不可分离,不可或缺。深圳精密五金冲压厂-精密五金冲压厂的高标准要求:精密五金拉伸件所选用的冲压材料,不仅要满足客户产品设计的基本技术要求,还应当满足客户对精密五金冲压工艺的要求和冲压后的加工要求;精密五金拉伸件在设计零件的结构形状时,采用结构简单合理的表面,如平面、圆柱面、螺旋等等组合,还应当尽量使加工表面数目少和加工面积小;精密五金拉伸件会选择合理机械制造中毛坯制备的方法,利用型材、铸造、锻造、冲压和焊接等方法。毛坯的选择与具体的生产技术条件有关,一般取决于生产批量、材料性能和加工可能性等。精密五金冲压成形性能的要求高,对于成形加工工序,为了有利于精密五金冲压变形和制件质量的提高,材料应具有良好的塑性、屈强比小、板厚方向性系数大、板平面方向性系数小、材料的屈服强度与弹性模量的比值小。对于分离工序,并不需要材料有很好的塑性,塑性越好的材料,越不易分离。规定适当的制造精度及表面粗糙度零件的加工。生产过程的内容十分,现代企业用系统工程学的原理和方法组织生产和指导生产。
如何计算不锈钢拉伸件的拉伸系数:其实很多时候我们都不会在意拉伸件的拉伸系数,其实这种做法是不正确的,为什么会有拉伸系数这个概念,那肯定是对我们的价值的数值,只是我们自己没能注意到。下面就由我们中南拉伸件的小编来给大家讲讲,我们的拉伸件的拉伸系数到底是怎么计算的。计算拉深系数一般用公式m总=dn/d0其中的m总=其中dn为拉深件终的直径,d0指的是坯料的直径。m1,m2,mn值得是我们各次拉深的系数。在这里我们要提醒大家的是各次拉深系数的选取也是按表选取的,如不锈钢(0Cr18Ni9Ti)首先次拉深系数比较低只有。在这里要提醒大家的是我们计算各道工序的拉深高度,可依据实际情况选用不同计算公式。现在随着我们拉深工艺的飞速发展,新潮的拉深工艺和设备的问世可以进一步降低我们的拉伸系数。在拉伸,过程中,材料周围的切向应力过大,导致材料失去稳定性。内蒙古不锈钢拉伸加工厂家
拉伸件厂家生产过程和工艺过程。内蒙古不锈钢拉伸加工厂家
五金拉伸工艺的类型和工艺要求都有哪些内容?金属拉伸工艺应结合实际情况,从质量、强度、环境以及生产各个方面综合考虑,选择合理的工艺方案,使生产在保证达到图纸上所提出的基础上,尽可能降低工艺投入。金属拉伸工艺的类型和工艺要求:一、金属拉伸工艺的类型(1)圆筒拉伸:带法兰圆筒的拉伸。法兰与底部均为直面,圆筒为轴对称,在同一圆周上变形均匀,法兰上毛坯产生拉深变形。(2)椭圆拉伸:法兰上毛坯拉伸变形,但变形量与变形比相应变化。曲率越大的部分毛坯的变形量就越大;曲率越小的部分毛坯的变形越小。(3)矩形拉伸:一次拉伸成形的低矩形件。拉伸时凸缘变形区圆角处的拉伸阻力大于直边处的拉伸阻力,圆角处的变形程度大于直边处的变形程度。(4)山形拉伸:侧壁在过程中是悬空的,直到成形结束时才贴模。成形时侧壁的不同部位变形特点不完全相同。(5)丘形拉伸:丘形盖板件在成形过程中的坯件变形不是简单的拉伸变形,而是拉伸和胀形变形同时存在的复合成形。(6)带凸缘半球形拉伸:球形件拉伸时,毛坯与凸模的球形顶部局部接触,其余大部分处于悬空状态。(7)法兰盘拉伸:将拉伸法兰盘部分进行浅拉伸。其应力应变情况类似于压缩翻边。内蒙古不锈钢拉伸加工厂家
深圳市铭丰庆五金制品有限公司属于五金、工具的高新企业,技术力量雄厚。公司致力于为客户提供安全、质量有保证的良好产品及服务,是一家有限责任公司企业。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供***的五金冲压,精密弹簧,精密五金模具,眼镜配件。铭丰庆五金制品自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。
- 山东不锈钢拉伸加工价格 2024-05-28
- 国内不锈钢拉伸磨具 2024-05-27
- 新疆不锈钢拉伸多少钱 2024-05-03
- 陕西不锈钢拉伸是什么 2024-05-02
- 江苏钛合金不锈钢拉伸 2024-04-30
- 上海不锈钢拉伸按需定制 2024-03-13
- 黑龙江不锈钢拉伸打磨 2024-02-29
- 广西质量不锈钢拉伸 2024-02-28
- 钛合金不锈钢拉伸定制 2024-02-23
- 钛合金不锈钢拉伸多少钱 2024-02-23
- 海南不锈钢拉伸定制 2024-02-20
- 江苏精密五金不锈钢拉伸 2024-02-18