- 品牌
- 兴标
- 型号
- 123
机械加工中的新技术和新工艺层出不穷,以下是一些重要的**:首先,3D打印技术以其独特的优势在机械工艺领域崭露头角。它利用数控技术层层堆叠材料,逐步构建出复杂的三维物体。与传统加工方法相比,3D打印技术具有制造精度高、生产周期短、成本低等优点,尤其在制造复杂零件和模型时表现出色。其次,激光加工技术也是机械加工领域的一项重要技术。它利用高能激光束对材料进行加工,具有高精度、高速度、无接触等特点。激光加工技术***应用于汽车、航空航天、电子等行业,提高了生产效率和质量水平。此外,机器人技术也在机械加工中发挥着越来越重要的作用。通过自动化和智能化的手段,机器人技术可以替代人工完成重复、繁琐、危险的工作,如装配、焊接、搬运等,从而**提高了生产效率和安全性。纳米技术作为近年来兴起的机械工艺技术,也受到了***关注。它主要研究与制造尺度在纳米级别的材料和设备,为机械加工领域带来了全新的视角和可能性。另外,激光成型技术也是一项值得关注的新技术。它利用激光束制造零件,能够制造出复杂形状的金属零件,如航空航天零部件、汽车部件等。该技术减少了材料的浪费,提高了生产效率,对改善机械加工行业的自动化水平有着重要的价值。 金加工机械加工需要专业的技术和设备支持。浙江多功能金加工机械加工加装
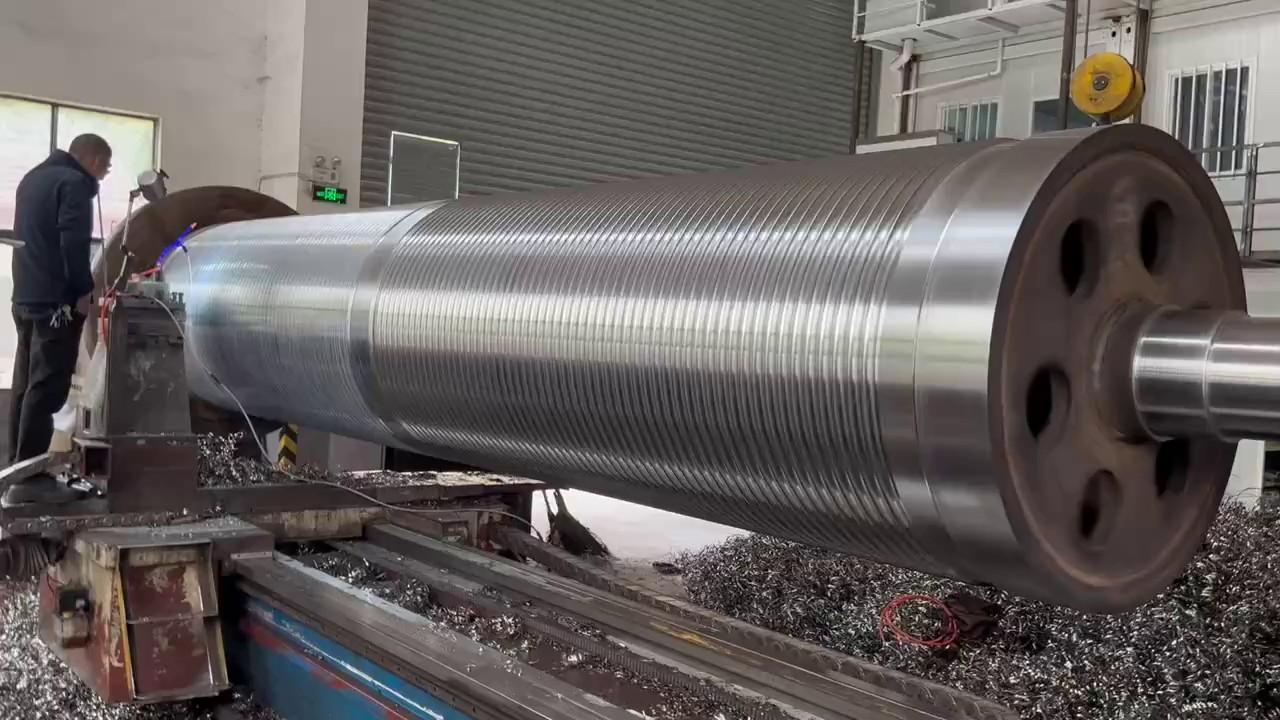
金加工机械加工
在机械加工中,表面粗糙度的控制是至关重要的,它直接影响到工件的精度、性能和寿命。以下是一些关键措施来控制机械加工中的表面粗糙度:切削参数的合理选择:切削速度、切削深度和进给速度等切削参数对表面粗糙度有***影响。合理的切削参数选择可以减少切削过程中的振动和摩擦,从而降低表面粗糙度。在实际加工中,应根据工件材料、加工要求以及机床性能等因素,通过试验和实践经验来确定比较好的切削参数组合。刀具选择与优化:刀具的几何参数,如主偏角、副偏角、刀刃倾斜角和刀尖圆弧半径等,对切削过程和表面粗糙度有很大影响。选用合适的刀具材料,如硬质合金或高速钢,并根据加工需求调整刀具几何参数,可以***提高加工表面的光滑度。机床精度与刚性:机床的精度和刚性对表面粗糙度具有决定性作用。选用高精度、高刚性的机床,并进行定期维护和校准,可以确保加工过程的稳定性和精度,从而降低表面粗糙度。冷却液的使用:合理选择和使用冷却液对于降低表面粗糙度非常重要。冷却液可以降低切削温度,减少刀具与工件之间的摩擦和磨损,从而改善加工表面的质量。在选择冷却液时,应考虑其冷却性能、润滑性能和清洗性能,并根据加工材料和工艺要求进行选择。 本地金加工机械加工拆装金加工机械的噪音和振动问题一直是研究的热点。

在机械加工中,刀具磨损是一个常见且需要密切关注的问题。刀具磨损不仅会影响加工精度和效率,还可能导致工件质量下降甚至损坏机床。因此,正确判断和处理刀具磨损至关重要。判断刀具磨损的方法主要有以下几种:观察加工过程:在加工过程中,如果刀具出现间歇性不规则火花,或者铁屑颜色发生变化,这都可能是刀具磨损的信号。同时,铁屑的形状和工件表面的变化也可以作为判断依据。例如,铁屑两侧出现锯齿状,铁屑不正常卷曲,或者工件表面出现光亮痕迹但粗糙度和尺寸变化不大,都可能是刀具磨损的表现。***加工声音:加工过程中,如果振动加剧并产生异常噪音,那么刀具可能已经磨损。此时应注意避免“刺伤”和报废工件。观察机床负载:机床负载的明显增量变化也可能是刀具磨损的表现。但需要注意的是,机床负载变化并不能作为***换刀依据,还需结合其他判断方法。一旦确定刀具已经磨损,应及时处理以避免进一步的损失。处理刀具磨损的方法包括:更换刀具:对于已经磨损严重的刀具,应及时更换新的刀具,以保证加工质量和效率。调整切削参数:根据刀具磨损情况,可以适当调整切削速度、进给量等参数,以减轻刀具磨损。优化加工工艺:通过优化加工工艺。
切削深度与进给速度的匹配是机械加工过程中的关键要素,它们直接影响着加工效率、加工质量和刀具寿命。以下是一些关于如何匹配切削深度与进给速度的建议:首先,切削深度主要决定了每次切削时去除的材料量。较深的切削深度可以提高加工效率,但也可能增加切削力和刀具磨损。因此,在选择切削深度时,需要考虑工件的硬度、刀具的耐用性以及机床的刚性。对于硬度较高的材料,建议采用较小的切削深度,以避免过大的切削力导致刀具损坏或机床振动。相反,对于软性材料,可以适当增加切削深度以提高加工效率。其次,进给速度决定了刀具在工件上的移动速度。较快的进给速度可以提高生产效率,但也可能导致切削力增大、切削温度升高,从而影响加工质量和刀具寿命。因此,在选择进给速度时,需要综合考虑切削深度、刀具材料和工件特性。通常,较深的切削深度需要配合较慢的进给速度,以保持切削过程的稳定。在实际操作中,切削深度与进给速度的匹配通常需要根据具体加工条件和经验进行调整。可以通过试验或参考机床和刀具制造商的推荐值来确定合适的切削参数组合。同时,使用先进的切削仿真软件也可以帮助预测和优化切削过程,实现切削深度与进给速度的比较好匹配。总之。 金加工机械加工过程中,需要对加工过程进行严格监控和质量检测。

机械加工中的残余应力可以通过多种方法消除,以下是几种常用的方法:热处理法:这是消除残余应力**常用和有效的方法之一。其中,去应力退火是将构件在较高的温度下保温一段时间,然后再进行缓冷的工艺方法。这种方法可以有效地消除焊接、铸造以及机械加工产生的残余应力。整体消除应力退火的效果**好,通常可以消除80%~90%的焊接残余应力。另外,固溶处理和低温消除应力也是热处理法中的其他形式。机械法:这种方法通过施加机械力来消除残余应力。例如,加静载使有残余应力的部位发生屈服,从而使残余应力松弛。具体方法包括反复弯曲法、旋转扭曲法和拉伸法等。加动载则包括振动或锤击法,其中振动处理主要用于铸件和焊接件,锤击处理则常用于焊接件,以部分消除残余应力。自然时效:这种方法是通过自然放置让残余应力逐渐消除,但耗时过长,难以满足现代科技及生产需要。需要注意的是,在选择消除残余应力的方法时,需要综合考虑工件的材料、形状、大小以及残余应力的分布等因素,以选择**适合的消除方法。同时,消除残余应力的过程可能需要对工件进行一定的处理,因此需要在确保工件质量的前提下进行操作。总的来说,消除机械加工中的残余应力是一个复杂的过程。 金加工机械加工可以实现对金属材料的纳米加工。不锈钢金加工机械加工生产过程
金加工机械加工技术的不断创新和进步,为金属加工业的发展提供了强大动力。浙江多功能金加工机械加工加装
机械加工的基本流程主要包括以下几个步骤:设计与制图:根据产品的要求和设计规定,进行工件的设计与制图工作,确定零件的形状、尺寸、材料以及所需的特性。原材料准备:准备所需的原材料,这可能包括金属、塑料或其他材料,确保材料的质量和性能符合加工要求。加工:切削工序:通过刀具的切削力,将工件材料按照设计要求进行切削、整形。常见的切削工序包括车削、铣削、钻孔、镗削等。精加工工序:在完成切削工序后,对工件进行精加工,以提高其精度和表面质量。常见的精加工工序包括磨削、镜面加工、抛光等。热处理:对工件进行热处理,以增加材料的硬度、强度或改变材料的组织结构。表面处理:对工件的表面进行镀铬、喷涂、氧化等处理,以增加工件的耐腐蚀性、装饰性或其他特性。装配与调试:根据产品的要求,对加工好的零部件进行组装,并进行调试和测试,确保零部件与产品的质量和性能要求。检验与质量控制:对加工完成的零部件和产品进行检验,确保其质量和性能符合设计要求。包装与入库:将加工好的零部件或产品进行包装,以防止损坏和污染。然后按照规定的要求进行入库,以备后续使用或发货。在整个流程中,每一步都需要精确操作,以保证**终产品的质量和性能。同时。 浙江多功能金加工机械加工加装
- 上海多功能金加工机械加工质量 2024-10-31
- 浙江多功能金加工机械加工设备 2024-10-31
- 自动化金加工机械加工生产过程 2024-10-31
- 工业金加工机械加工供应商家 2024-10-31
- 江苏工业金加工机械加工耗材 2024-10-31
- 靠谱的金加工机械加工维修 2024-10-17
- 上海金加工机械加工值多少钱 2024-10-17
- 江苏本地金加工机械加工拆装 2024-10-16
- 本地金加工机械加工服务 2024-10-16
- 江苏工业金加工机械加工规格尺寸 2024-10-16
- 上海工程金加工机械加工服务 2024-09-09
- 江苏常见金加工机械加工制造价格 2024-09-09


