- 品牌
- 兴标
- 型号
- 123
减少机械加工中的振动和噪音是一个综合性的问题,需要从多个方面入手。以下是一些建议和方法:首先,从机械设计的角度来看,合理设计机床的结构和布局是关键。通过优化机床的支撑和连接结构,提高机床的刚性和稳定性,可以有效地减少振动。此外,采用隔振措施也是非常重要的,如将高精度机床的动力源与机床本体分置在两个基础上,以减少振动对加工精度的影响。其次,选择合适的切削参数和刀具也是减少振动和噪音的重要手段。通过调整切削深度、进给速度和切削速度等参数,以及选用锋利且耐磨的刀具,可以降低切削过程中的冲击和摩擦,从而减少振动和噪音的产生。此外,对于机床的维护也是不可忽视的。定期检查和维护机床的精度和性能,保持机床的良好状态,可以有效地减少因机床故障或老化引起的振动和噪音。在加工过程中,合理控制冷却液的使用也是减少噪音的一种方法。确保冷却液充足且流动顺畅,有助于降低切削温度和减少刀具与工件之间的摩擦,从而降低噪音。***,从工作环境和人员操作的角度来看,保持加工车间的整洁和安静也是非常重要的。减少外部干扰和噪音源,为操作人员提供良好的工作环境,有助于提高工作效率和减少噪音对人员的影响。综上所述。 金加工机械加工可以实现对金属材料的表面涂层和镀金。自动化金加工机械加工设备
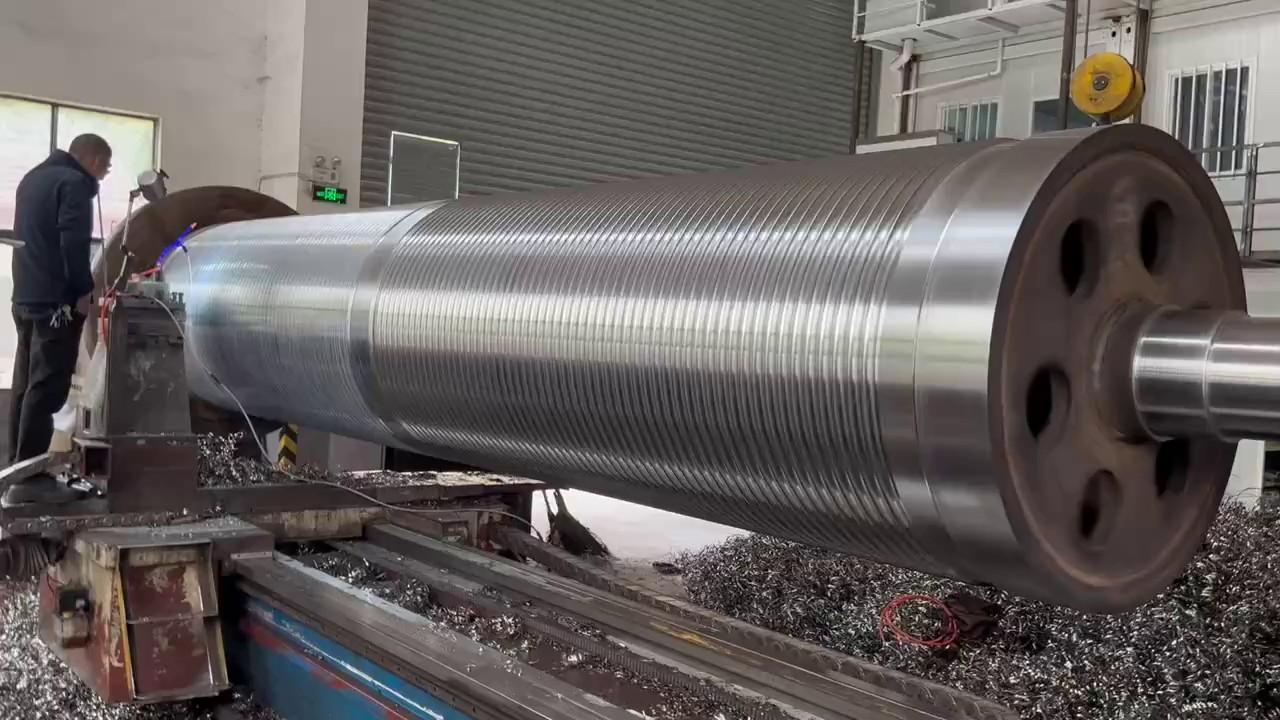
金加工机械加工
在机械加工中,工艺参数的优化是提高加工效率、保证加工质量和降低成本的重要手段。以下是一些优化工艺参数的方法:首先,对机械加工过程进行***分析是关键。这包括对加工材料、机床性能、刀具状况、加工要求等的深入理解。通过分析,可以确定影响加工质量和效率的关键因素,为后续优化提供依据。其次,根据分析结果,有针对性地调整工艺参数。例如,对于切削速度、进给量、切削深度等参数,可以通过试验或模拟仿真等方法找到比较好值。这些参数的优化有助于减少切削力、降低刀具磨损、提高加工精度和表面质量。同时,考虑加工过程中的动态因素也很重要。如机床的振动、热变形等都会影响加工精度。因此,在优化工艺参数时,需要充分考虑这些因素,并采取相应的措施进行补偿或调整。此外,利用现代优化算法和人工智能技术也是优化工艺参数的有效途径。例如,遗传算法、粒子群优化算法等可以用于寻找全局比较好解;而机器学习、神经网络等技术则可以根据历史数据和实时反馈对工艺参数进行自适应调整。***,需要注意的是,工艺参数的优化是一个持续的过程。随着加工条件的变化、新材料的出现以及新工艺的发展,可能需要不断调整和优化工艺参数。因此。 上海靠谱的金加工机械加工质量金加工机械加工技术的不断创新和进步,为金属加工业的发展提供了强大动力。

在数控加工中,坐标系的设定是至关重要的,因为它决定了刀具与工件之间的相对运动轨迹。以下是数控加工中坐标系设定的主要步骤和原则:机床坐标系的规定:数控机床上的坐标系通常采用右手笛卡尔直角坐标系。这种坐标系通过X、Y、Z三个坐标轴来描述空间中的点,其中X轴和Y轴确定水平面内的位置,Z轴表示垂直方向。在确定机床坐标系时,通常认为工件是静止的,而刀具是运动的。这样,编程人员就可以依据零件图样来确定机床的加工过程,而不必考虑工件与刀具的具体运动情况。X、Y、Z坐标轴的正方向通常按照右手定则来确定:伸出右手的大拇指、食指和中指,并使它们相互垂直。大拇指**X坐标,食指**Y坐标,中指**Z坐标。大拇指的指向为X坐标的正方向,食指的指向为Y坐标的正方向,中指的指向为Z坐标的正方向。在数控加工中,Z坐标通常平行于主轴,刀具离开工件的方向为正方向。X坐标与Z坐标垂直,且刀具旋转时,面对刀具主轴向立柱方向看,向右为正方向。Y坐标则在X和Z坐标确定后,用右手直角坐标系来确定。工件坐标系的设定:工件坐标系是编程人员在编写程序时,在工件上建立的坐标系。它的设定主要是为了方便编程和加工,使得刀具能够按照预定的轨迹对工件进行加工。
切削深度与进给速度的匹配是机械加工过程中的关键要素,它们直接影响着加工效率、加工质量和刀具寿命。以下是一些关于如何匹配切削深度与进给速度的建议:首先,切削深度主要决定了每次切削时去除的材料量。较深的切削深度可以提高加工效率,但也可能增加切削力和刀具磨损。因此,在选择切削深度时,需要考虑工件的硬度、刀具的耐用性以及机床的刚性。对于硬度较高的材料,建议采用较小的切削深度,以避免过大的切削力导致刀具损坏或机床振动。相反,对于软性材料,可以适当增加切削深度以提高加工效率。其次,进给速度决定了刀具在工件上的移动速度。较快的进给速度可以提高生产效率,但也可能导致切削力增大、切削温度升高,从而影响加工质量和刀具寿命。因此,在选择进给速度时,需要综合考虑切削深度、刀具材料和工件特性。通常,较深的切削深度需要配合较慢的进给速度,以保持切削过程的稳定。在实际操作中,切削深度与进给速度的匹配通常需要根据具体加工条件和经验进行调整。可以通过试验或参考机床和刀具制造商的推荐值来确定合适的切削参数组合。同时,使用先进的切削仿真软件也可以帮助预测和优化切削过程,实现切削深度与进给速度的比较好匹配。总之。 金加工机械加工过程中,需要对加工过程进行严格监控和质量检测。

在机械加工中,工艺文件的编制是一个至关重要的环节,它涉及了从零件分析到加工步骤确定的全过程。以下是工艺文件编制的主要步骤和要点:零件工艺分析:这是编制工艺文件的首要步骤。需要详细分析零件图及产品装配图,了解零件的结构特点、技术要求、加工难点等。通过对零件的***分析,为后续工艺路线的确定和加工方法的选择提供依据。选择毛坯材质、规格及数量:根据零件的工艺要求,选择适合的毛坯材质、规格和数量。毛坯的选择应考虑到加工效率、成本以及后续加工的便捷性。拟订工艺路线:根据零件的结构特点和加工要求,制定合理的工艺路线。这包括确定加工顺序、选择加工方法、安排热处理及辅助工序等。工艺路线的拟订应充分考虑加工效率、精度和表面质量等因素。确定加工余量、工序尺寸及公差:根据零件的加工要求,计算并确定各工序的加工余量、工序尺寸及公差。这有助于确保加工过程中零件的精度和表面质量达到要求。选择设备及工装:根据加工需求和工艺路线,选择合适的机床、刀具、夹具、量具等设备及工装。设备和工装的选择应考虑到加工效率、精度和稳定性等因素。确定切削用量及工时定额:根据加工材料和设备性能,确定合理的切削用量,包括切削速度、进给量等。 金加工机械加工技术的发展,为金属材料的精密加工和复杂加工提供了可能。上海制造金加工机械加工大概价格
金加工机械加工是利用机械设备对金属材料进行加工的一种工艺方法。自动化金加工机械加工设备
处理机械加工中的毛刺和飞边是一个重要的环节,以确保零件的质量和精度。以下是几种常用的处理方法:手工去毛刺:对于少量或简单形状的零件,可以使用手工工具如锉刀、刮刀等去除毛刺。这种方法简单直接,但效率较低,且对操作工人的技能要求较高。电解去毛刺:利用电解作用去除金属零件毛刺。这种方法是通过电能和化学能的共同作用,使阳极溶解,从而达到去除毛刺的效果。它适用于形状复杂、精度要求高的零件。化学去毛刺:将零件放入特定化学溶液中,通过化学反应使毛刺变酥、变脆,然后再用其他方法去除。这种方法适用于一些特定材料和形状的零件。高温去毛刺:将零件放入密封室内,通过氢氧混合气体产生的高温去除毛刺。这种方法快速有效,但需要注意控制温度和避免对零件造成热损伤。滚磨去毛刺:将零件与磨料一同放入封闭的滚筒中,通过滚筒的转动和磨料的磨削作用去除毛刺。这种方法适用于批量处理和大型零件。超声波去毛刺:利用超声波产生的能量振动液体,形成空穴并在破裂时产生高压去除毛刺。这种方法对零件表面损伤小,适用于精密零件的去毛刺。在选择去毛刺方法时,需要考虑零件的材料、形状、尺寸和精度要求,以及生产效率和成本等因素。同时。 自动化金加工机械加工设备
- 上海多功能金加工机械加工质量 2024-10-31
- 浙江多功能金加工机械加工设备 2024-10-31
- 自动化金加工机械加工生产过程 2024-10-31
- 工业金加工机械加工供应商家 2024-10-31
- 江苏工业金加工机械加工耗材 2024-10-31
- 靠谱的金加工机械加工维修 2024-10-17
- 上海金加工机械加工值多少钱 2024-10-17
- 江苏本地金加工机械加工拆装 2024-10-16
- 本地金加工机械加工服务 2024-10-16
- 江苏工业金加工机械加工规格尺寸 2024-10-16
- 上海工程金加工机械加工服务 2024-09-09
- 江苏常见金加工机械加工制造价格 2024-09-09

