- 品牌
- 兴标
- 型号
- 123
柔性制造系统(FlexibleManufacturingSystem,简称FMS)在机械加工中是一种高度自动化的制造系统,它具备快速切换生产任务、高效利用资源、降低成本等***优点。其**在于,该系统能够在同一个生产线上,根据不同产品的生产要求,快速地切换加工设备、工艺流程和控制程序,实现灵活高效的生产加工。柔性制造系统主要由多个柔性制造单元组成,每个单元都能根据制造任务或生产的变化迅速进行调整,从而适用于多品种中、小批量生产。系统包括加工子系统、物料储运子系统、刀具子系统等多个组成部分。加工子系统是FMS的基本制造单元,由CNC机床、FMC及工具等组成;物料储运子系统则负责物料在系统中的高效运输和存储;刀具子系统涉及刀具的订购、计划、准备、存储及管理,确保加工过程中的刀具供应。此外,柔性制造系统还集成了数控技术、计算机技术、机器人技术以及现***产管理技术,通过计算机控制系统实现对整个制造过程的精确控制。这使得柔性制造系统能够迅速响应市场需求,适应小批量、多品种、定制化生产的需求,同时提高资源利用率,减少生产过程中的浪费,精确控制质量,降低生产成本,增加企业竞争力。总的来说,柔性制造系统是现代机械加工领域的一种重要技术。 金加工机械加工过程中,安全操作是保障操作人员和设备安全的重要环节。浙江自动化金加工机械加工耗材
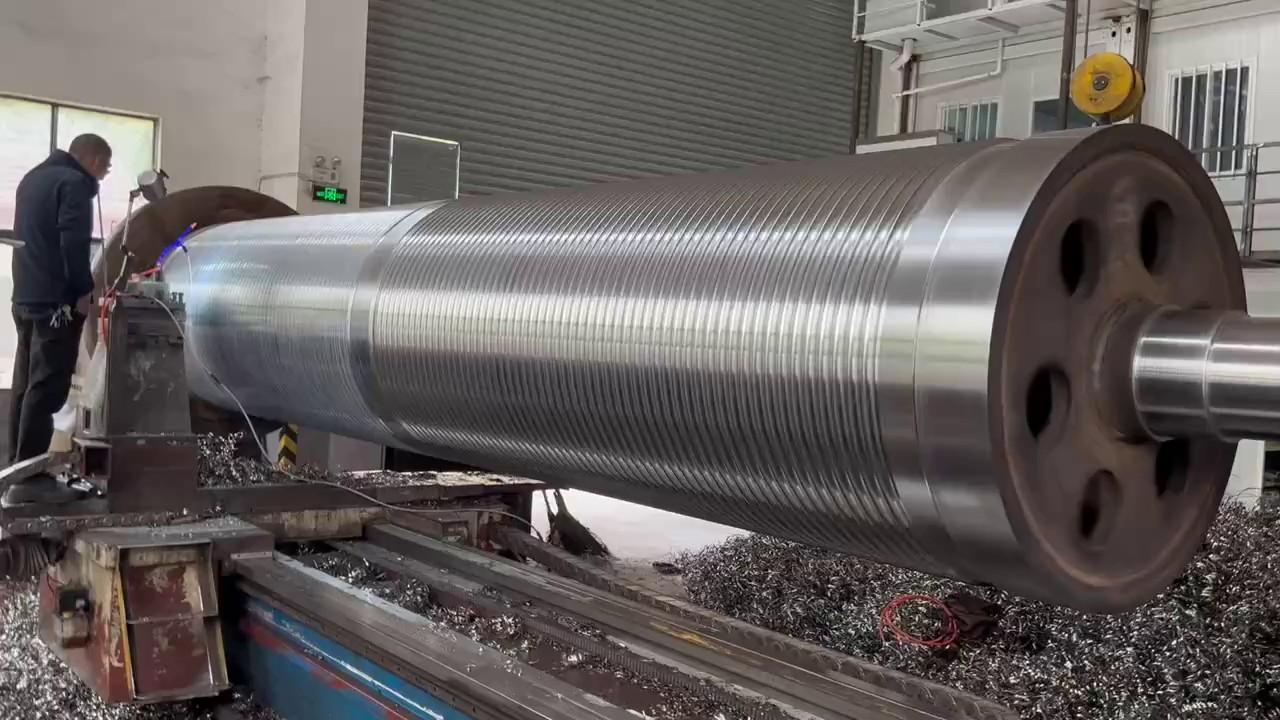
金加工机械加工
机械加工中的超精密加工技术是一种实现亚微米级和纳米级精度的加工技术,主要应用于制造高精度、高质量的微型零部件和光学元件。其加工精度和表面质量达到极高程度,是现代机械制造业**主要的发展方向之一。超精密加工技术主要包括三个领域:超精密切削加工、超精密磨削和研磨加工以及超精密特种加工。超精密切削加工,如金刚石刀具的超精密切削,可以加工各种镜面,已成功解决了用于激光核聚变系统和天体望远镜的大型抛物面镜的加工问题。超精密磨削和研磨加工,如高密度硬磁盘的涂层表面加工和大规模集成电路基片的加工,也是其重要应用领域。而超精密特种加工,如电子束、离子束刻蚀等方法,可用于加工大规模集成电路芯片上的图形,线宽可达2~5nm。实现超精密加工的主要手段包括金刚石刀具超精切削、金刚石砂轮和CBN砂轮超精密磨削、超精密研磨和抛光、精密特种加工和复合加工等。金刚石砂轮超精密磨削是当前超精密加工的重要研究方向之一,其关键技术包括金刚石砂轮的修整、微粉金刚石砂轮超精密磨削等。此外,超精密加工还需要依赖超精密机床设备、超精密切削刀具、超精密加工工艺、超精密加工环境控制以及超精密加工的测控技术等高新技术。这些技术通常结合使用。 江苏靠谱的金加工机械加工检查金加工机械加工可以满足个性化和定制化需求。

在机械加工中,刀具补偿的设置是确保加工精度和效率的关键步骤。刀具补偿通常包括半径补偿、长度补偿和刀尖半径补偿等,每种补偿方式都有其特定的设置方法和应用场景。首先,刀具半径补偿是在数控机床中常见的一种补偿方式。设置时,需要定义刀具半径补偿的序号,根据实际情况调整补偿数值,并选择切削方向以确定补偿方向。这有助于弥补刀具半径对加工精度的影响。其次,刀具长度补偿主要用于控制刀具与工件接触的位置,避免刀具碰撞。设置时,同样需要定义刀具长度补偿的序号,并根据实际情况调整补偿数值。同时,确定刀具路径以避免与工件干涉也是非常重要的。此外,刀尖半径补偿常用于弥补刀具的圆弧轮廓误差。设置时,需要定义刀尖半径补偿的序号,并根据实际情况调整补偿数值。同时,确定刀具轮廓路径以保证加工精度。在设置刀具补偿参数时,需要考虑刀具材质和尺寸、工件材料和形状、加工精度要求以及切削速度和进给速度等因素。操作人员需要根据具体情况灵活调整参数,不断优化加工过程,以获得更好的加工效果。此外,还有一种刀具偏移补偿,它用于补偿假定刀具长度与基准刀具长度之长度差。这种补偿功能在车床数控系统中尤为常见,其中X轴与Z轴可同时实现刀具偏移。
编写数控加工程序涉及到特定的编程语言和机床的控制方式。以下是一个简化的步骤,帮助你了解如何编写简单的数控加工程序:选择数控系统和编程语言:常见的数控系统有FANUC、Siemens、Heidenhain等。每个系统都有其特定的编程语言,如G代码和M代码。G代码用于控制机床的运动,而M代码用于控制机床的辅助功能(如换刀、冷却液开启等)。了解机床和工件:熟悉机床的结构、功能和性能。详细了解工件的尺寸、形状和加工要求。确定加工步骤和参数:根据工件的要求,确定所需的加工步骤,如粗加工、半精加工和精加工。确定每个步骤中的切削速度、进给速度、切削深度等参数。编写程序:使用所选数控系统的编程语言编写程序。编写程序时,要按照加工步骤和参数来设置G代码和M代码。确保程序的逻辑正确,避免出现机床碰撞或加工错误。模拟和验证:使用数控系统的模拟功能来验证程序的正确性。这可以帮助你发现潜在的问题并进行修改。如果可能的话,使用实际机床进行空运行测试,以确保程序与机床的兼容性。执行加工:将程序加载到机床的数控系统中。设置好机床的初始状态,如工件装夹、刀具更换等。启动机床,执行加工。监控和调整:在加工过程中,密切观察机床的运行状态和加工效果。 金加工机械加工需要严格的工艺控制和质量检测。

设计合理的夹具对于提高加工效率至关重要。以下是一些建议,以指导您设计合理的夹具:明确加工需求:首先,深入了解工件的加工要求,包括尺寸、形状、材料和加工精度等。这将有助于确定夹具所需的功能和特性。选择合适的夹具类型:根据加工需求,选择适合的夹具类型。例如,对于需要旋转加工的工件,可以选择旋转夹具;对于需要固定工件的加工,可以选择支撑夹具或夹紧夹具。优化夹具结构:设计夹具时,要考虑到夹具的刚度、稳定性和精度。优化夹具结构,以减少夹具的变形和振动,确保工件在加工过程中的稳定性和精度。提高夹具的通用性和可调性:设计夹具时,应尽量考虑其通用性和可调性,以便能够适应多种工件和加工需求。这有助于减少夹具更换的时间和成本,提高加工效率。简化夹具操作:设计易于操作和安装的夹具,以减少辅助工时和工人的劳动强度。例如,采用快速夹紧装置和定位元件,方便工件的装夹和定位。考虑夹具的维护和保养:夹具在使用过程中需要进行维护和保养,以确保其长期稳定运行。设计时,应考虑到夹具的易损件和易维护性,方便工人进行日常维护和更换。采用先进技术和材料:在设计夹具时,可以借鉴先进的技术和材料,以提高夹具的性能和寿命。例如。 金加工机械加工可以应用于珠宝、钟表、汽车等多个行业。江苏自动化金加工机械加工功能
金加工机械加工设备包括车床、铣床、磨床、刨床等多种类型。浙江自动化金加工机械加工耗材
切削深度与进给速度的匹配是机械加工过程中的关键要素,它们直接影响着加工效率、加工质量和刀具寿命。以下是一些关于如何匹配切削深度与进给速度的建议:首先,切削深度主要决定了每次切削时去除的材料量。较深的切削深度可以提高加工效率,但也可能增加切削力和刀具磨损。因此,在选择切削深度时,需要考虑工件的硬度、刀具的耐用性以及机床的刚性。对于硬度较高的材料,建议采用较小的切削深度,以避免过大的切削力导致刀具损坏或机床振动。相反,对于软性材料,可以适当增加切削深度以提高加工效率。其次,进给速度决定了刀具在工件上的移动速度。较快的进给速度可以提高生产效率,但也可能导致切削力增大、切削温度升高,从而影响加工质量和刀具寿命。因此,在选择进给速度时,需要综合考虑切削深度、刀具材料和工件特性。通常,较深的切削深度需要配合较慢的进给速度,以保持切削过程的稳定。在实际操作中,切削深度与进给速度的匹配通常需要根据具体加工条件和经验进行调整。可以通过试验或参考机床和刀具制造商的推荐值来确定合适的切削参数组合。同时,使用先进的切削仿真软件也可以帮助预测和优化切削过程,实现切削深度与进给速度的比较好匹配。总之。 浙江自动化金加工机械加工耗材
- 上海多功能金加工机械加工质量 2024-10-31
- 浙江多功能金加工机械加工设备 2024-10-31
- 自动化金加工机械加工生产过程 2024-10-31
- 工业金加工机械加工供应商家 2024-10-31
- 江苏工业金加工机械加工耗材 2024-10-31
- 靠谱的金加工机械加工维修 2024-10-17
- 上海金加工机械加工值多少钱 2024-10-17
- 江苏本地金加工机械加工拆装 2024-10-16
- 本地金加工机械加工服务 2024-10-16
- 江苏工业金加工机械加工规格尺寸 2024-10-16
- 上海工程金加工机械加工服务 2024-09-09
- 江苏常见金加工机械加工制造价格 2024-09-09



