调味汁口味创新拓展市场:企业不断推出新的口味和品类的调味汁,如将传统风味与现代口味相结合,或者引入国际流行的调味汁口味,满足消费者多样化的口味需求,从而吸引更多消费者购买,拓展市场份额。功能创新:随着消费者健康意识的提高,具有低钠、低糖、低脂、无添加等健康功能的调味汁,以及添加益生菌、膳食纤维等营养成分的功能性调味汁的市场需求逐渐增加,为调味汁市场带来新的增长动力。原材料价格的上涨可能会增加企业的生产成本,压缩利润空间,影响企业的生产和销售,进而对市场规模增长产生一定的抑制作用。调味汁的生产拥有成熟的生产工艺和严格的质量管理体系,确保产品安全可靠。0脂调味汁厂家批发

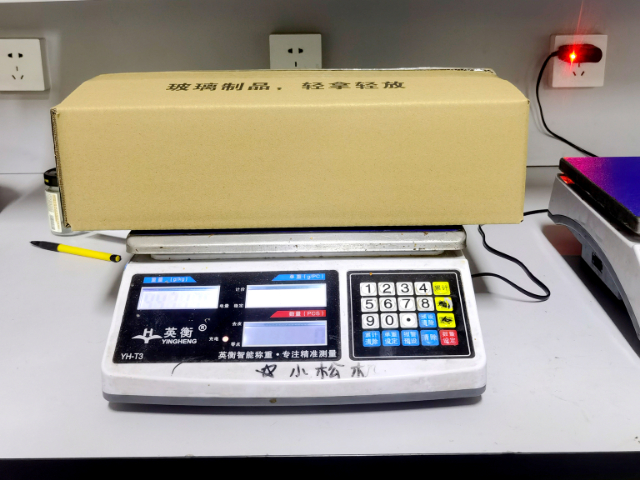
调味汁罐装速度方面,灌装设备展现出了好的性能。以 500 毫升装的调味汁瓶为例,全自动罐装设备每分钟可完成60瓶的罐装任务,相较于传统的半自动罐装设备,罐装速度提升了400%。这使得车间在面对大规模订单时,能够快速响应,提高生产效率,满足及调味汁市场需求。在精度控制上,设备的表现同样出色,罐装误差可控制在0.1毫升以内,极大地保证了每瓶调味汁的重量一致性,有效避免了因罐装量差异而导致的产品质量问题。以车间的产品番茄沙司罐装为例,更能直观地体现出设备的优势。0脂调味汁厂家批发调味汁可以改善菜品的口感质地。

稻盛食品调味汁车间建立了完善的质量控制体系,该体系涵盖了从原材料采购到产品销售的全过程,以确保产品质量符合高标准。在体系构成方面,调味汁车间严格遵循 ISO 9001 质量管理体系标准和 ISO 22000 食品安全管理体系标准。ISO 9001 标准强调通过对生产过程的控制和持续改进,提高调味汁产品质量和客户满意度。例如,在调味汁生产过程中,对每一个生产环节都制定了详细的操作规范和质量标准,员工必须严格按照标准进行操作,确保调味汁生产过程的稳定性和一致性。ISO 22000 标准则专注于食品安全管理,从源头控制食品安全风险。车间依据该标准,对原材料供应商进行严格筛选和审核,确保调味汁原材料的安全性和质量。
稻盛食品调味汁车间的生产运营状况,揭示其在生产流程、质量管理、部门协作以及技术创新等方面的特点,为企业的持续发展提供有针对性的改进建议,并为同行业企业提供可借鉴的实践经验。具体而言,以下几个关键方面:一是调味汁车间的生产流程,明确各生产环节的操作规范、设备运行状况以及时间成本等,找出可能存在的生产瓶颈和效率提升空间,以优化生产流程,提高生产效率。二是车间的质量管理体系,包括原材料采购检验、生产过程中的质量监控以及成品检测等环节,其质量控制措施的有效性,完善质量管理体系,确保产品质量的稳定性和可靠性。调味汁的采购相对集中和方便,餐饮企业可以获得更优惠的价格和更好的服务。

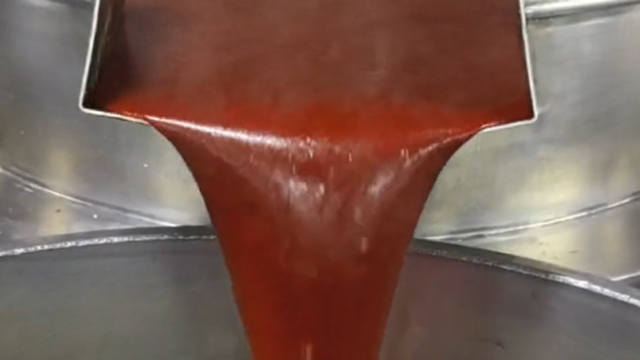
调味汁车间布局采用了流线型设计理念,根据生产流程的先后顺序,将各个生产区域进行了合理划分,依次设置了原料储存区、炒制区、冷却区、罐装区、包装区和成品检验区等。原料储存区靠近车间入口,方便原材料的运输和存储,且配备了完善的通风、防潮、防虫等设施,确保原材料的质量不受影响。调味汁炒制区紧邻原料储存区,便于原材料的取用,自动炒锅集中布置在此区域,形成规模化的炒制作业。冷却区与炒制区相连,通过产品传送运带将炒制好的调味汁及时输送到冷却线进行冷却,保证调味汁在适宜的温度下进入后续罐装环节。调味汁可以有效地掩盖食材的异味,使其口感更加鲜美。0脂调味汁厂家批发
调味汁可以用于处理临近保质期或剩余的食材。0脂调味汁厂家批发
调味汁的质量检测标准方面,严格遵循国家相关标准和行业规范。在感官指标上,要求调味汁色泽均匀,具有该品种应有的色泽,如番茄酱应呈现鲜艳的红色;香气浓郁,具有独特的调味汁香气,无异味;口感醇厚,符合产品的口味特点,无不良口感。在理化指标上,根据不同调味汁的类型,制定了相应的标准。例如,对于酱油类调味汁,要求其氨基酸态氮含量不低于一定标准,以保证调味汁的鲜味;对于辣椒酱,要求其辣度达到一定范围,满足消费者对辣味的需求。在微生物指标上,严格遵守国家食品安全标准,确保菌落总数、大肠杆菌等微生物指标符合规定要求,保障消费者的健康安全。0脂调味汁厂家批发