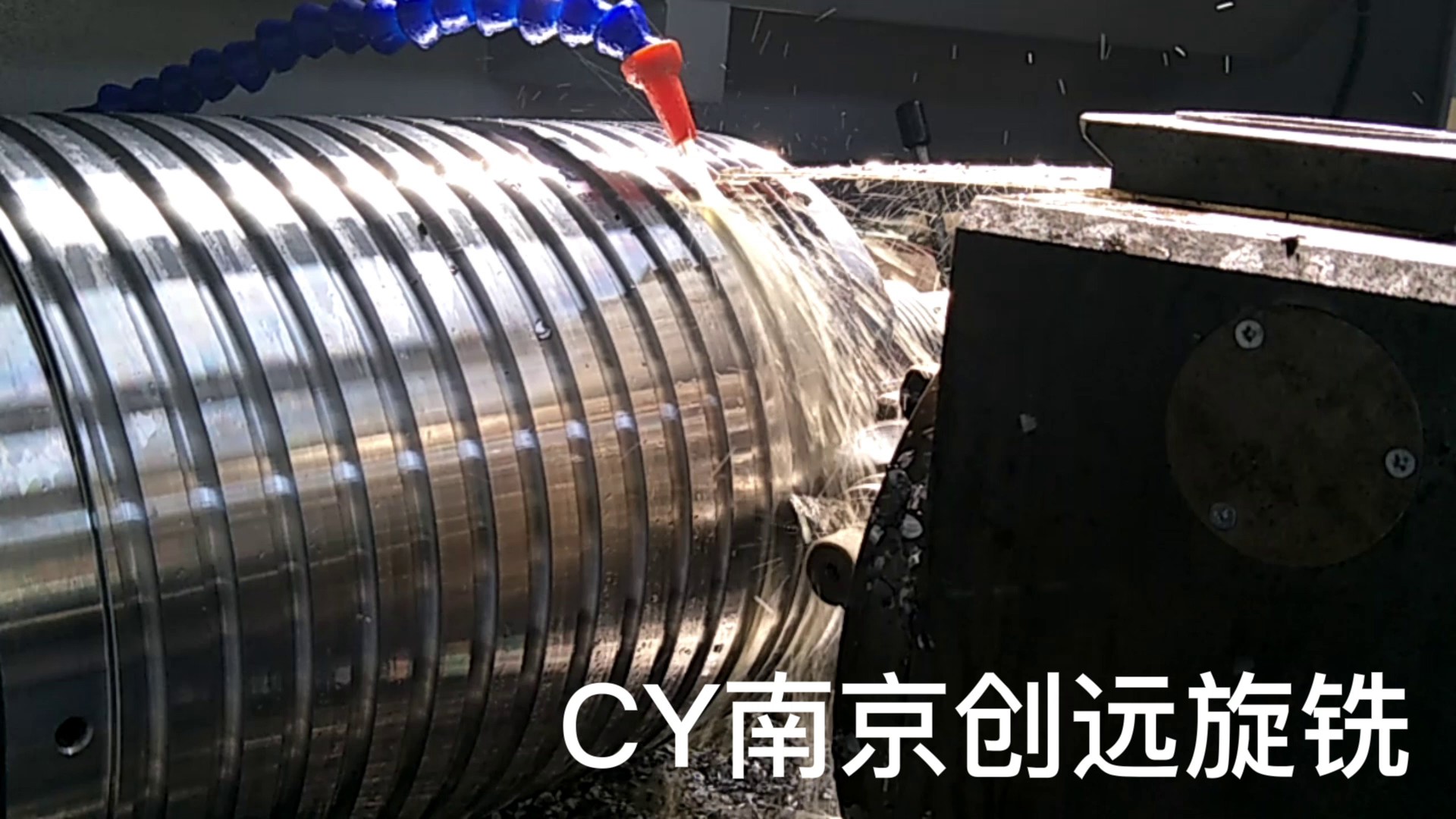
在数控旋风铣的高速切削过程中,产生的切削热中有 85%-90% 会被切屑带走,这一特点使得工件在加工过程中不易发生变形。金属切削过程中不可避免地会产生大量的热量,如果这些热量大量积聚在工件上,会导致工件温度升高,进而产生热变形,影响工件的尺寸精度和形状精度。而数控旋风铣由于切削速度快,切屑能够在短时间内被排出,同时带走了大部分的切削热,使得工件的温度上升幅度较小。这种良好的散热效果有效减少了热变形对加工质量的影响,尤其对于一些薄壁工件、细长轴等易变形的工件来说,更是保证了其加工后的尺寸稳定性和形状准确性,提高了产品的合格率。数控旋风铣的加工过程中,加工速度快,提高了生产效率。镇江数控旋风铣值得推荐
控制系统用于数控机床的运算、管理和控制,通过输入介质得到数据,对这些数据进行解释和运算并对机床产生作用;伺服系统根据控制系统的指令驱动机床,使刀具和零件执行数控代码规定的运动检测系统则是用来检测机床执行件(工作台、转台、滑板等)的位移和速度变化量,并将检测结果反馈到输入端,与输入指令进行比较,根据其差别调整机床运动;机床传动系统是由进给伺服驱动元件至机床执行件之间的机械进给传动装置;辅助系统种类繁多,如:固定循环(能进行各种多次重复加工)、自动换刀(可交换指定刀具)、传动间隙补偿偿机械传动系统产生的间隙误差)等等。数控旋风铣:模具制造常用的数控加工机床有:数控铣床、数控电火花成型机床、数控电火花线切割机床、数控磨床及数控车床。数控机床通常由控制系统、伺服系统、检测系统、机械传动系统及其他辅助系统组成镇江数控旋风铣销售厂家行星减速机构将主轴转速降至 0.96r/min,满足低速进给需求。

旋风铣的实现方式:1、旋风铣专机:该方式精度虽高,加工范围也广,但需要巨额投资设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰;2、普通车床+旋风铣刀座:该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限;3、瑞士型走心机+旋风铣刀座:该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆零件的加工解决方案
数控旋风铣加装的要点之一是空间规划。在加装新的部件时,要充分考虑设备周围的空间是否足够,以确保部件安装后不会与其他部分发生干涉,同时也方便日后的维护和检修。加装的部件材质选择同样关键。应根据加工需求和工作环境,选择具有耐磨性和耐腐蚀性的材料,以延长部件的使用寿命,降低维护成本。润滑和密封系统的改进也是重要的加装要点。良好的润滑可以减少摩擦,降低能耗,提高设备的运行效率;而有效的密封能够防止灰尘、杂质进入关键部位,保证设备的精度和稳定性。另外,安全防护装置的加装必须得到重视。如加装防护门、急停按钮等,以保障操作人员在设备运行过程中的人身安全,符合相关的安全标准和法规要求。 医疗领域加工接骨螺钉,螺纹精度与表面质量满足植入标准。

数控旋风铣在加工过程中,会依据工件的螺距或导程,沿着轴向进行精细的进给运动,这一环节是保证加工质量的关键。螺距和导程是工件螺纹结构的重要参数,直接影响着螺纹的配合精度和使用性能。设备通过先进的数控系统,能够精确计算出进给量和进给速度,确保刀具在轴向移动过程中,每一步的位移都与工件的螺距或导程相匹配。这种精细的轴向进给运动,使得刀具能够按照预设的轨迹进行切削,从而加工出符合要求的螺纹结构。无论是普通的标准螺纹,还是具有特殊螺距或导程的非标准螺纹,数控旋风铣都能通过精细的轴向进给运动来保证加工的准确性,满足不同工件的加工需求。搭配数控系统参数化编程,无需复杂操作即可启动加工流程。徐州数控旋风铣欢迎选购
支持公制、英制、模数、径节制螺纹,通用性强适配多需求。镇江数控旋风铣值得推荐
数控旋风铣的加工范围十分广,不仅能够加工单头、多头螺纹,还可以对蜗杆、丝杠、螺母等各类具有螺纹结构或特殊形状的产品进行加工。单头螺纹和多头螺纹在机械传动中有着不同的应用场景,单头螺纹传动平稳,多头螺纹则能实现快速传动,数控旋风铣能够根据不同的螺纹头数要求,精确调整加工参数,保证螺纹的加工质量。蜗杆和丝杠是机械传动中的重要部件,其精度要求较高,数控旋风铣通过高精度的切削和进给运动,能够加工出符合精度标准的蜗杆和丝杠。螺母作为与丝杠配合使用的部件,其内部螺纹的精度直接影响着传动效果,数控旋风铣同样能够精细加工出各类规格的螺母,满足不同设备的装配需求。镇江数控旋风铣值得推荐