随着工业4.0与AI技术的渗透,闪测仪将向三大方向演进:AI智能缺陷检测:通过深度学习模型训练,设备可自动识别影像中的划痕、毛刺等缺陷,并分类标注严重程度。例如,某企业已开发出能识别0.005mm级缺陷的AI模块,检测准确率达99.9%。无人化检测单元:集成机械臂与自动上下料系统,实现“黑灯工厂”模式。某实验室原型机已实现24小时连续作业,单日检测量超10万件,较人工检测效率提升50倍。量子测量技术探索:量子传感器与闪测仪的结合,可能将测量精度推进至纳米级。例如,某研究团队正试验利用量子纠缠态实现原子级表面形貌分析,未来或应用于芯片制造领域。闪测仪能检测微小焊点位置与尺寸是否符合标准。四川全自动闪测仪尺寸

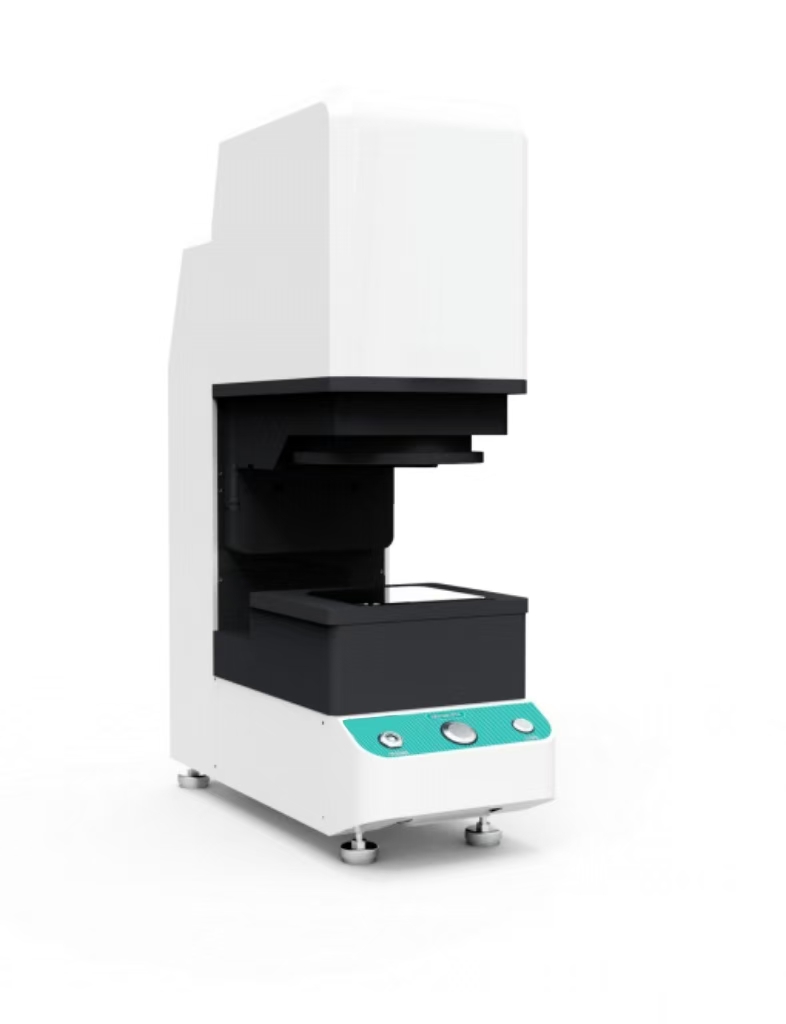
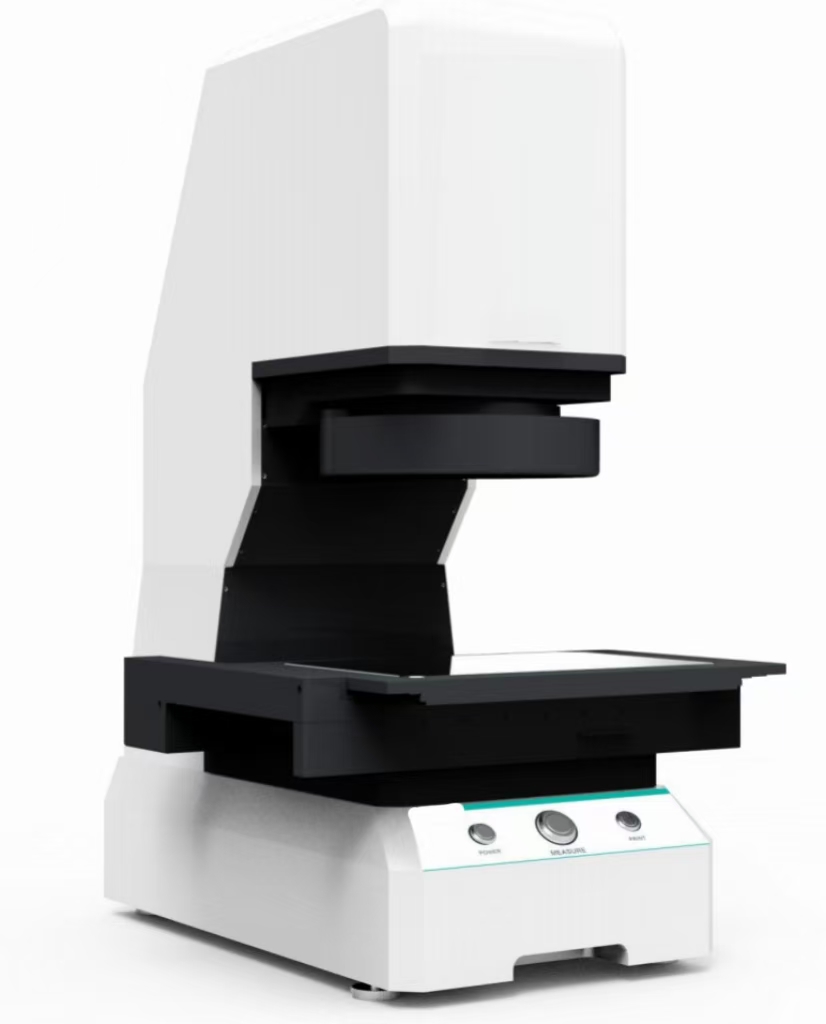
闪测仪的关键技术基于机器视觉与图像处理,通过高分辨率工业相机、双远心镜头与智能软件的协同工作,实现对被测物体的快速、准确测量。工作流程可分为三个关键步骤:光学成像系统:采用大视角、大景深的双远心镜头,将工件轮廓缩小数倍至数十倍后传递至高分辨率CMOS相机(通常为2000万像素以上)。双远心镜头的设计消除了成像畸变,确保不同位置的工件尺寸还原准确性,即使工件位于视野边缘,测量误差仍可控制在微米级。例如,在检测手机摄像头模组引脚间距时,镜头能清晰捕捉0.1mm级的细微特征,避免传统镜头因畸变导致的测量偏差。四川全自动闪测仪尺寸适用于手表制造中的尺寸检测。

某汽车零部件企业引入闪测仪后,其齿轮质检流程发生明显变革。传统检测采用游标卡尺与二次元投影仪,单件检测耗时2分钟,且需2名操作员协同完成;引入闪测仪后,检测流程简化为“摆放工件-一键测量-生成报告”,单件检测时间缩短至5秒,且只需1名操作员。效率提升的同时,检测精度亦明显改善。传统工具的重复测量误差达±5μm,导致部分齿轮因公差超标被误判为不合格;闪测仪的重复测量误差控制在±0.5μm以内,误判率降低至0.1%以下,明显减少了返工成本。此外,闪测仪的批量测量功能使企业能够实现“全检”替代“抽检”,质检覆盖率从30%提升至100%,产品不良率下降至0.02%,客户投诉率降低60%。该案例表明,闪测仪不只是测量工具的升级,更是质检模式的革新,其“快、准、全”的特性为制造业的质量控制提供了全新解决方案。
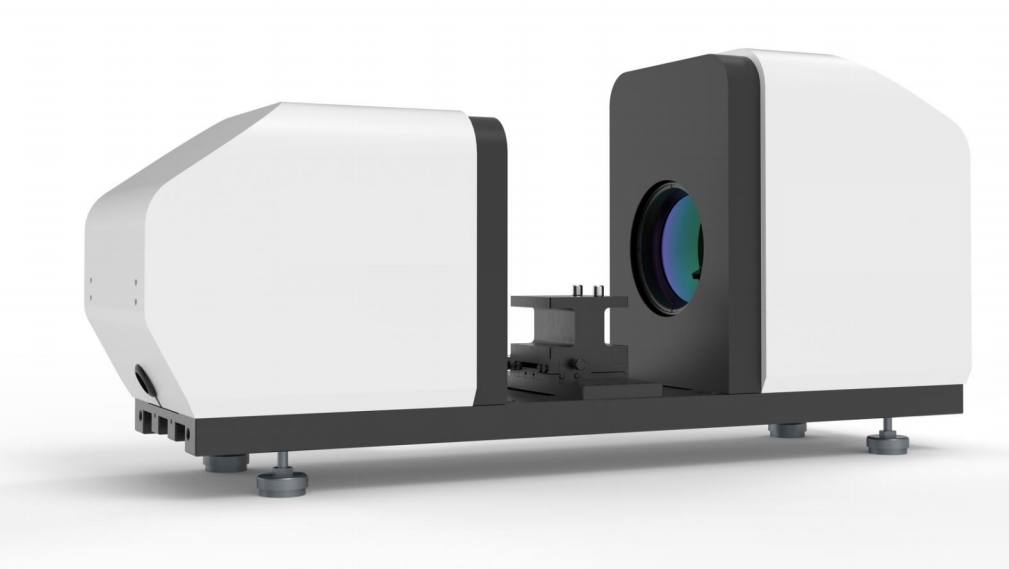
早期闪测仪以2D测量为主,适用于平面工件或简单曲面检测;随着技术发展,3D闪测仪逐渐成为主流。3D闪测仪通过双目立体视觉或结构光技术,可获取工件的三维形貌数据,支持深度、倾斜角等参数的测量。例如,某型号3D闪测仪可检测汽车钣金件的曲面变形量,精度达0.01mm,较传统方法效率提升5倍;在医疗领域,3D闪测仪可对人工关节表面粗糙度进行非接触式检测,避免传统触针法可能造成的划伤。此外,3D闪测仪还支持与机器人协作,实现自动化上下料与在线检测,进一步提升了生产柔性。适用于眼镜架尺寸的精确测量。
随着闪测仪的普及,行业标准化建设逐步完善。国际标准化组织(ISO)已发布多项闪测仪相关标准,涵盖精度等级、测试方法、数据格式等内容,为设备选型与质量评估提供依据。例如,ISO 10360标准规定了闪测仪的测量不确定度计算方法,要求设备在20℃环境下重复测量同一工件10次,尺寸偏差不得超过标称精度的1.5倍;国内则由全国几何量工程参量计量技术委员会牵头,制定了《闪测仪校准规范》等文件,明确了设备的校准周期、环境要求等细节。标准化建设不只提升了闪测仪的互换性,也推动了行业技术水平的整体提升。闪测仪支持SPC统计分析,助力生产过程质量监控。四川全自动闪测仪尺寸
闪测仪在消费电子外壳检测中提升外观一致性。四川全自动闪测仪尺寸
与传统测量工具相比,闪测仪的优势体现在效率、精度与操作模式三方面。以游标卡尺与二次元投影仪为例,游标卡尺需人工逐点测量,单件检测耗时约2分钟,且易因读数误差导致数据不一致;二次元投影仪虽实现自动化测量,但需通过大焦距镜头放大影像,测量范围受限,且需频繁移动工作台的完成多特征测量,单件检测时间仍需30秒以上。闪测仪则通过整体成像技术,单次测量即可覆盖全特征,单件检测时间缩短至3秒以内,效率提升达10倍。精度层面,传统工具的测量误差受限于机械结构与人工操作,重复测量精度通常在±5μm以上;闪测仪通过双远心镜头与亚像素算法,将重复测量精度提升至±0.5μm,满足高精度制造需求。操作模式上,传统工具需专业培训与复杂装夹流程,而闪测仪的“一键测量”功能与智能识别技术,使非专业人员亦可快速上手,明显降低了人力成本与培训周期。四川全自动闪测仪尺寸