- 品牌
- 杭州海贝机械有限公司
- 型号
- HBZZ-100
- 适用机床
- 磨床,车床,加工中心,组合机床,铣床,镗床
- 额定转速
- 5000
- 最大转速温升
- 30
- 动平衡
- 0.2 mg
- 主轴锥度
- 1:5
- 最大转速噪音
- 30
- 外形尺寸
- 160
- 重量
- 70
- 提供加工定制
- 是
- 是否库存
- 否
- 是否批发
- 是
- 产地
- 杭州
- 厂家
- 杭州海贝
- 0.002
- 0.01
机床主轴与刀具之间的连接方式有很多种,常见的有以下几种:1. 锥形连接:这是较常见的连接方式之一。它通过将主轴和刀具上的锥形孔相互套合,利用锥形的形状来实现连接。这种连接方式具有较高的刚性和精度,适用于高速切削和重负载加工。2. 锥柄连接:这种连接方式类似于锥形连接,但是主轴上的锥形孔被称为锥柄孔,而刀具上的锥形柄被称为锥柄。通过将锥柄插入锥柄孔中,实现刀具与主轴的连接。这种连接方式适用于较小的切削力和速度较低的加工。3. 刀柄连接:这种连接方式是通过将刀具上的刀柄插入主轴上的刀柄孔来实现的。刀柄通常具有平面、圆柱或方柱形状,可以通过螺纹、键槽等方式与主轴连接。这种连接方式适用于较小的切削力和速度较低的加工。4. 弹性连接:这种连接方式使用弹性元件(如弹簧夹、弹簧套等)将刀具与主轴连接。弹性连接具有较好的吸震性能和自动居中的功能,适用于高速切削和对刀具精度要求较高的加工。使用前应对机床主轴进行空转测试,检查是否有异常声音或振动。大连机床主轴货源

机床主轴的制造公差是指在制造过程中,为了保证主轴的几何形状和尺寸的精度,需要控制的允许偏差范围。主轴的制造公差要求主要包括以下几个方面:1. 几何公差:主轴的几何形状和位置精度是保证其正常运转和工作精度的基础。几何公差包括直线度、圆度、平行度、垂直度等。直线度要求主轴轴线的直线度误差在一定范围内,以保证主轴的旋转平稳;圆度要求主轴的轴承座圆度误差在一定范围内,以保证主轴的旋转精度;平行度和垂直度要求主轴与工作台面或工作台面上的工件平行或垂直,以保证工件加工的精度。2. 尺寸公差:主轴的尺寸公差要求主要包括直径、长度、轴肩等尺寸的精度。直径公差要求主轴的直径误差在一定范围内,以保证主轴与轴承的配合精度;长度公差要求主轴的长度误差在一定范围内,以保证主轴的装配和使用精度;轴肩公差要求主轴轴肩的平面度和垂直度误差在一定范围内,以保证主轴的装配和工作精度。3. 表面质量公差:主轴的表面质量公差要求主要包括表面粗糙度和表面平整度。表面粗糙度要求主轴表面的粗糙度在一定范围内,以保证主轴与轴承的润滑和密封效果;表面平整度要求主轴表面的平整度误差在一定范围内,以保证主轴与轴承的配合精度。气浮机床主轴制造商确保主轴安装时的轴向和径向间隙符合技术要求。
机床主轴的刚性对加工稳定性起着至关重要的作用。刚性是指物体在受力作用下不易发生形变的性质,对于机床主轴来说,刚性主要体现在其抗弯曲、抗扭转和抗振动等方面。首先,机床主轴的刚性对加工稳定性的影响体现在加工精度上。在加工过程中,主轴承载着切削力和切削热等作用力,如果主轴刚性不足,就会导致主轴发生弯曲、扭转等形变,从而引起加工精度下降。而具有较高刚性的主轴能够有效抵抗这些形变,保持加工过程中的稳定性,从而提高加工精度。其次,机床主轴的刚性对加工表面质量的影响也非常重要。加工表面质量是衡量加工工艺好坏的重要指标之一,而主轴的刚性直接影响着加工过程中的振动情况。如果主轴刚性不足,会导致振动加剧,进而引起切削力的不稳定,影响加工表面的光洁度和粗糙度。而高刚性的主轴能够有效减小振动,保持切削力的稳定,从而提高加工表面质量。此外,机床主轴的刚性还对加工效率和加工寿命有着重要影响。刚性越高,主轴在高速旋转时的振动越小,从而可以提高加工速度和效率。同时,高刚性的主轴能够减小主轴的疲劳破坏和变形,延长主轴的使用寿命。
机床主轴的寿命预测是机床维护和管理的重要内容之一,它可以帮助企业合理安排设备维护计划,提高设备的利用率和生产效率。目前,常用的机床主轴寿命预测方法主要有以下几种:1. 统计分析法:通过对历史数据进行统计分析,建立主轴寿命与使用时间、负荷、转速等因素之间的关系模型,从而预测主轴的寿命。这种方法简单易行,但需要大量的历史数据支持,并且对于新型设备可能不适用。2. 物理模型法:通过建立机床主轴的物理模型,考虑材料的疲劳、磨损、热变形等因素,利用数值计算方法对主轴的寿命进行预测。这种方法需要对主轴的结构和工作条件有深入的了解,适用于复杂的主轴结构和工况。3. 振动信号分析法:通过对主轴振动信号进行分析,提取特征参数,如频率、幅值、相位等,建立主轴寿命与振动信号之间的关系模型,从而预测主轴的寿命。这种方法对于实时监测主轴状态和预测寿命具有较高的准确性和灵敏度。4. 人工智能方法:利用机器学习、深度学习等人工智能技术,通过对大量数据的学习和训练,建立主轴寿命预测模型。这种方法可以自动提取特征,适用于复杂的非线性问题,但需要大量的数据和计算资源支持。高精度机床主轴通常采用精密轴承和好品质材料制造。
机床主轴的驱动方式有多种,常见的包括电机直接驱动、皮带传动、齿轮传动和液压传动等。下面我将详细介绍这几种驱动方式的特点和应用。1. 电机直接驱动:这是较常见的驱动方式之一,主要通过电机直接连接主轴,将电能转化为机械能。电机直接驱动具有结构简单、传动效率高、响应速度快等优点,适用于高速、高精度的加工需求。常见的电机直接驱动方式有交流伺服电机和直流伺服电机。2. 皮带传动:这种驱动方式通过皮带将电机与主轴连接起来,实现动力传递。皮带传动具有传动平稳、噪音低、维护方便等特点,适用于中低速、中等精度的加工需求。常见的皮带传动方式有平行轴带传动和交叉轴带传动。3. 齿轮传动:这种驱动方式通过齿轮将电机的转速和扭矩传递给主轴。齿轮传动具有传动效率高、承载能力强等优点,适用于高扭矩、低速的加工需求。常见的齿轮传动方式有直齿轮传动、斜齿轮传动和蜗杆传动等。4. 液压传动:这种驱动方式通过液压系统将液压能转化为机械能,实现主轴的驱动。液压传动具有传动平稳、承载能力大等特点,适用于大功率、大扭矩的加工需求。常见的液压传动方式有液压马达传动和液压缸传动。在高速切削中,机床主轴的高速性能可以显著提高生产效率和加工质量。大连机床主轴货源
检查并调整机床主轴的预紧力,保证其在适宜的工作范围内。大连机床主轴货源
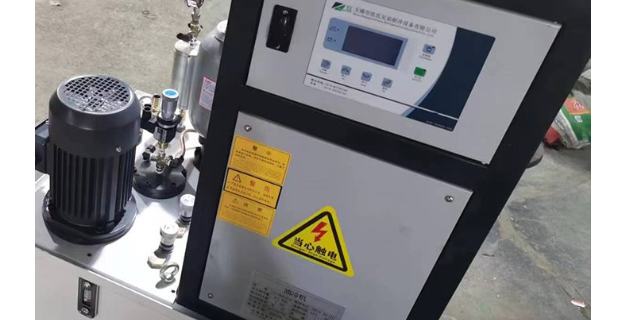
机床主轴的冷却液供应是机床运行中非常重要的一项工作。冷却液的供应要求主要包括以下几个方面:1. 温度控制:冷却液的温度要能够有效地控制在一定的范围内,通常在20°C到30°C之间。过高的温度会导致主轴过热,影响机床的精度和寿命,而过低的温度则可能引起冷凝水的产生,导致机床零部件的腐蚀。2. 流量控制:冷却液的供应要能够满足主轴的冷却需求,保证足够的冷却效果。一般来说,流量过小会导致冷却不足,而流量过大则可能造成冷却液的浪费和冷却系统的压力过高。3. 清洁度要求:冷却液要求具有一定的清洁度,不能含有过多的杂质和颗粒物。杂质和颗粒物会堵塞冷却液管道,影响冷却效果,并可能损坏主轴和其他机床零部件。4. 冷却液的稳定性:冷却液要具有一定的稳定性,能够长时间保持其冷却性能。5. 冷却液的供应方式:冷却液可以通过内部供液和外部供液两种方式进行供应。内部供液是指冷却液通过主轴内部的冷却通道进行供应,这种方式可以提高冷却效果,但需要注意冷却液的流量和温度控制。外部供液是指冷却液通过外部的冷却系统进行供应,这种方式相对简单,但冷却效果可能不如内部供液。大连机床主轴货源
- 广州cnc机床轴承供应商 2025-07-14
- 深圳五轴机床轴承厂商 2025-07-13
- 苏州超精密加工机床轴承供货商 2025-07-12
- 无锡五轴机床主轴生产商 2025-07-11
- 宁波机床主轴价格 2025-07-11
- 杭州工业机床主轴货源 2025-07-10
- 深圳高速机床主轴企业 2025-07-09
- 南京工业机床主轴厂家 2025-07-09
- 主轴机床主轴功能 2025-07-08
- 上海cnc机床轴承供货商 2025-07-07
- 青岛工业机床轴承设计 2025-07-07
- 青岛五轴机床轴承采购 2025-07-07