- 品牌
- 永乐
- 型号
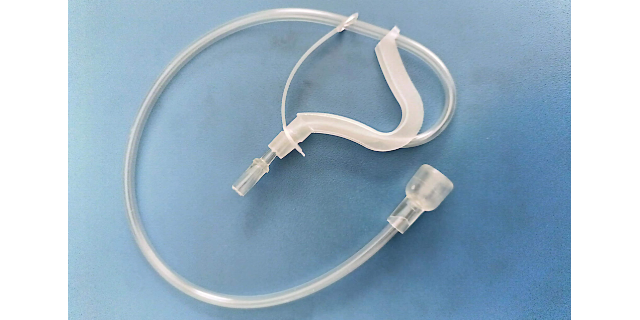
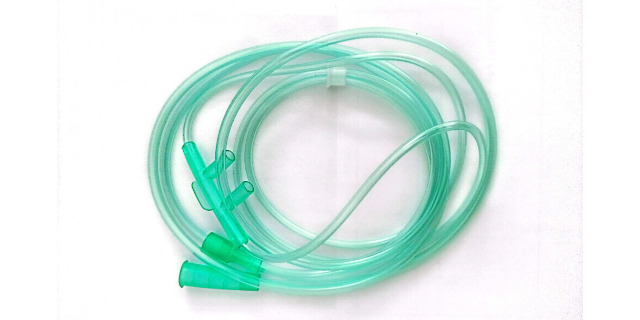
- 双鼻架、单鼻塞、耳挂式
强化护士责任意识:血透室以危急病重患者为主,处理不当易引起护理不良事件,影响病人身心健康,甚至危及生命安全。组织护士学习护理操作规范与事故处理条例等规章制度,强化风险意识与责任感,规范展开护理操作行为。护理质量控制体系:护士长加大护理差错监管力度,加强对重点29护士、病人与时段与环节的质量控制,通过查房了解病人需求与护理不足,提出整改建议。设立质控小组,形成科室、部门与护理部三级质控体系,定期检查制度执行状况。加强业务培训:加大层级操作培训力度,要求护理人员熟练掌握故障应急处理与专科操作规范,制定科室业务学习计划,提高自主学习意识。低资质护士,加强专科理论考核与应急预案训练。定期展开经验交流会,学习先进知识技能,提供进修机会,加大在职教育力度,提高整体业务能力。加强细节管理:定期展开制度法规培训,强调护理安全意义。通过老带新模式,由高年资护士指出护理工作不足,对高危病人与时段加强监控。检查护理文书书写情况,要求记录内容真实完整。设立应急预案:根据护理质控标准,完善各项规章制度,加强患者隐私保护与隔离保护。实施班班清洁机制,并派专人管理。落实查对制度,贯穿护理操作全过程。设立应急预案。 扬州市永安鼻氧管,双鼻架。黑龙江高流量鼻氧管源头厂家

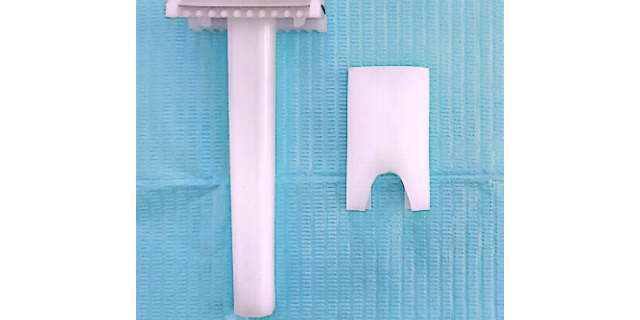
本实用新型涉及医疗器材技术领域,尤其涉及一种可调式鼻氧管头。背景技术:传统鼻氧管头又称鼻塞,与输氧系统连接供人体吸氧用,使用时将鼻氧管头塞进鼻孔即可吸氧。众所周知,鼻氧管头要根据大人、小孩、婴儿等不同使用者的鼻孔距离来设置不同的型号,不同型号的鼻氧管头大小不同。这样的设计一是给鼻氧管头的制造环节增加了难度,首先要根据鼻氧管头的型号设计不同大小的模具,造成了模具资源的浪费,其次,又增加了模具切换、生产管理、订单管理、库存管理等一系列问题,给鼻氧管头的制造商带来不必要的麻烦;再者,给鼻氧管头的经销商及使用者也造成了困扰,经销商及医院要同时准备不同型号的鼻氧管头,并且保证库存量,才不会导致使用者没有合适的鼻氧管头这种状况。此外,为了与鼻头角度匹配,传统鼻氧管头自身带有一个固定的弧度,也就无法调节两个吸氧孔的角度,对于不同情况的使用者来说,并不能使鼻氧管头与使用者完美匹配,经常会造成氧气的流失浪费。而为了使鼻氧管头带有一定的弧度,生产传统鼻氧管头的模具也要带有一个曲面,结构较为复杂,无论是模具加工还是鼻氧管头成型工艺都影响了鼻氧管头的生产效率。甘肃单侧鼻氧管厂家直销对于一些患有呼吸系统疾病、心肺功能不全、高原反应等病症的患者,鼻氧管可以提供氧气支持,改善缺氧症状。
呼吸道不畅时的无效给氧颅脑损伤患者,脑组织释放入血液的乙酰胆硷增多,支气管收缩及分泌物增加,昏迷病人因吞咽反射障碍,往往不能将分泌物排出或呕吐物不能完全及时,再加上氧刺激气道干燥,痰粘稠,护士吸痰时插入过深或过浅,不能将鼻、口腔、咽及气道内分泌物彻底,这是临床吸氧时常见错误之一。鼻导管或鼻塞阻塞临床上多数由于呼吸道分泌物增多而导致鼻导管阻塞,另外,颅底骨折有脑脊液鼻漏时亦可引起阻塞。忽视氧气压力表与流量的正相关系改变吸氧过程中,随着压力表压力的下降,其流量也会发生变化,这种状况在压力较低的情况下尤其突出。护理对策:选择合适的鼻导管及鼻塞颅底骨折有脑脊液耳漏时不宜用鼻导管及鼻塞给氧,以免脑脊液逆流导致颅内 必要时管切开给氧。给氧管可取 2~3cm 直径的输液软管插入气管内 外用胶布固定。
③批生产记录的执行情况:根据工艺规程和岗位标准操作规程,编制了批生产记录,随生产指令发至各班组,各班组按操作指令和规定工艺要求组织生产,并及时、如实填写实际操作记录。每批生产结束后,由车间负责收集形成批生产记录,交质量部,与批检验记录、批监控记录等进行批审核,并报质量部经理批准后归档保存。保证生产每批产品,均有能反映生产各环节的完整的批生产记录。批生产记录均能完整的反映生产各环节,包括关键操作工序的复查、复核,现场 QA 监控,每批生产结束后的器具清洗消毒,清场、清场检查以及QA 复查签名。④批号的编制,中间体及产品批号的编制遵循性原则,以便于品质管理中能得到有效的追索和避免混淆。⑤防止污染和混淆的措施:同一品种相同含量不同规格或不同品种相同规格,不同时安排生产。各生产工序均截然分开,未在同一生产间内操作。每一批生产结束后或更换品种、规格,均严格执行清场管理规程,并由 QA 现场检查确认合格后,方能进行下一批产品的生产。在使用过程中,需要根据患者的病情和医生的建议调整氧流量,以确保医疗效果。

(1)设计开发该产品不良事件中的产品材质问题,如异味发出、患者使用过程10中鼻根部出现皮疹、鼻腔疼痛、鼻粘膜瘙痒等不良反应,可能原因为:①原材料不合格,今后我司加强对原料供应商的审核及提高产品原材料的抽检比例;②个别患者对鼻氧管材料过敏,导致相关皮疹、疼痛和瘙痒等不良反应,考虑我司在设计开发过程中风险识别不全。(2)生产管理针对该产品不良事件器械故障表现为“破损、气体泄漏、设备内或器件内阻塞、存有异物和包装破损”,经我司分析,原因可能为:①生产过程中工人在操作粘接时没有粘接到位造成鼻氧管漏气;②部分操作人员工作服穿戴不规范,导致有异物脱落,进入产品内部;③工人在操作注塑机台时,顶针顶不到位,致使极少部分接头里有毛边产生,且有个别毛边偏大就堵住了接头洞眼,导致使用时出现堵塞现象,或者在装配过程中,有异物进入导致堵塞。④生产时封包机器故障,随后检验未发现;⑤产品外包装袋在封口时,封口机的温度还没有完全达到就开始封口,导致有个别产品封口不牢。考虑我司在生产过程中风险识别不全。 在一些特殊的医疗环境,如高压氧舱、康复医疗中心等,鼻氧管也是重要的医疗工具之一。青海高流量鼻氧管
使用者需要根据具体的使用场景和医生建议选择适合的鼻氧管类型和规格,以确保使用的效果和安全性。黑龙江高流量鼻氧管源头厂家
鼻氧管气流阻力抗扁瘪性测试仪(NOC-01),严格按照YY/T1536-2017鼻氧管测试标准上面的规定进行的测试。YY/T1536-2017是提出更新的标准,内容规定了鼻氧管(成人鼻氧管、儿童鼻氧管)的气流阻力、抗扁瘪性的测试方法。鼻氧管气流阻力抗扁瘪性测试仪(NOC-01),采用进口高精度压力控制元件、压力监测元件及流量测量仪器,能够精确测试鼻氧管气流阻力以及抗扁瘪性的测试要求。设备原流阻力:调节好试验压力及额定流量后记录鼻氧管插接前后压力值变化(△P=P2-P1)即为气流阻力。抗扁瘪性:在完成气流阻力试验基础上,将鼻氧管末端弯曲成U形,稳定后记录流量的变化(△Q=Q1-Q2).通畅性:能在正常氧气压力下保证不少于15L/分的氧流量通过。试验方法。具体详见4试样的制备部分。。连入气源将外部起源(小于)插接到仪器气源接口。如图1示。试验压力调节旋转仪器中部开关旋钮,点击压力表开关,观察此时供气压力,调整压力值为200kPa±10kPa。流量调整调整流量调整旋钮,观察流量计满足10L/min±。开始时间A气流阻力试验:调节好试验压力及额定流量后记录鼻氧管插接前后压力值变化(△P=P2-P1)即为气流阻力。B抗扁瘪性:在完成气流阻力试验基础上,将鼻氧管末端弯曲成U形。黑龙江高流量鼻氧管源头厂家

- 天津硅胶鼻氧管市场报价 2026-06-03
- 江西吸氧鼻氧管市场报价 2026-06-02
- 山东硅胶鼻氧管源头厂家 2026-06-02
- 山东无菌鼻氧管 2026-06-01
- 吉林高流量鼻氧管全网标价 2026-05-31
- 北京硅胶鼻氧管 2026-05-31
- 吉林医用鼻氧管 2026-05-31
- 河南单侧鼻氧管批发价格 2026-05-30