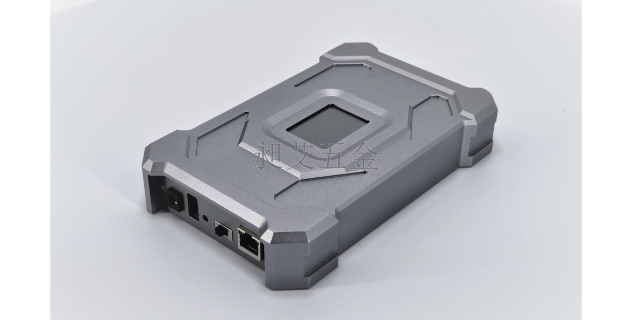
通信与自动化领域的快速发展,对钣金机箱的兼容性与适配性提出了更高要求,昶艾五金凭借灵活的设计与生产能力,为这些领域提供高质服务。通信设备种类繁多,接口与线路布局复杂,自动化设备则需要机箱能与各类传感器、执行部件精细配合。公司的技术团队会深入了解客户的设备参数与使用场景,针对性设计钣金机箱的内部结构,预留充足的接口位置与安装空间,确保机箱能完美适配不同型号的设备;同时,为提升通信设备的信号传输效率,还会对钣金机箱进行电磁屏蔽优化。目前,公司的钣金机箱已广泛应用于通信基站设备、工业自动化控制机柜等产品,成为通信与自动化企业稳定的合作伙伴。适配通讯设备使用,昶艾钣金机箱保障信号传输不受干扰。钣金钣金机箱定制
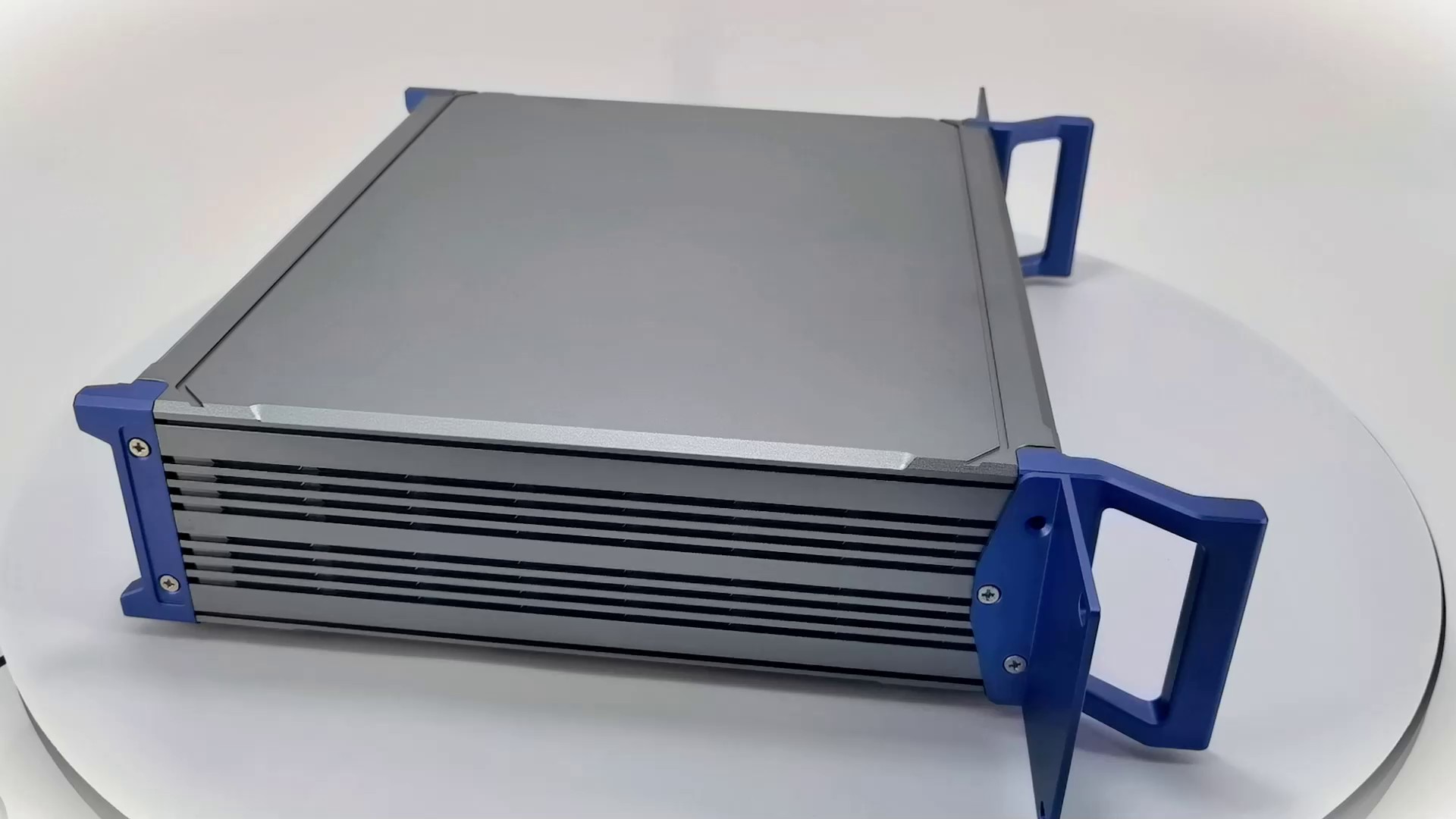
散热设计:控制柜内变频器、电源模块等元件发热功率可达 500W 以上,需做好散热:① 箱体顶部安装轴流风扇(风量 50-100CFM,转速 2000-2500r/min),底部开设进风口(带防尘网),形成 “下进上出” 的空气对流;② 高发热元件(如变频器)安装在靠近风扇的位置,与其他元件间距≥50mm,避免热量聚集;③ 若车间温度超过 40℃,需在箱内加装温度控制器(设定温度 40℃时自动启动风扇,30℃时关闭),避免风扇长期运行增加能耗。布线与接线设计:① 箱内设置垂直与水平走线槽(宽度 50-100mm,高度 30mm),电源线(AC220V)与信号线(4-20mA、RS485)分开走槽,间距≥30mm,避免电磁干扰;② 接线端子安装在箱体侧面(高度 1.2-1.5m,方便操作),端子排间距≥20mm,每个端子标注清晰(如 “变频器电源输入”“传感器信号输出”);③ 柜门内侧安装线槽,用于连接柜门按钮、指示灯的线缆,避免柜门开关时线缆磨损。测试设备钣金机箱生产推荐实力钣金机箱厂家,深耕行业 10 年,提供从设计到生产的一体化服务,品质有保障。
临床应用中,患者术后 1 年关节活动度达 90% 以上;在心脏支架的辅助扩张机构中,生物相容性弹簧能精细控制支架扩张力度,确保支架贴合血管壁,目前已与乐普医疗、微创医疗等企业合作研发医疗植入产品。跨界融合创新,拓展新兴应用领域随着新兴产业发展,压缩弹簧与物联网、人工智能等技术融合,拓展出更多应用场景。在智能穿戴设备中,弹簧与压力传感器结合,可实时监测用户的运动步数与姿势,数据准确率达 98%;在智能家居的门锁系统中,通过弹簧弹力变化识别开门力度,实现指纹 + 力度双重验证,提升门锁安全性。目前,跨界融合的压缩弹簧产品已进入小米、华为等企业的智能生态链,市场潜力持续释放。
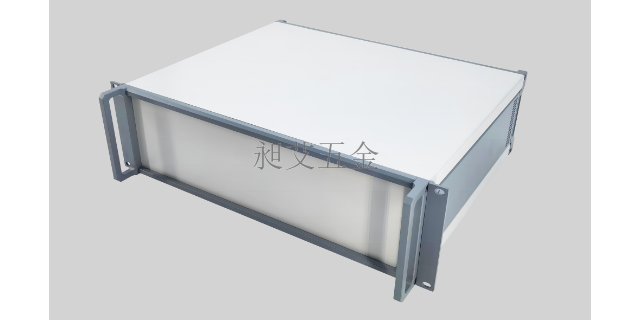
船舶行业的特殊工作环境对仪器机箱的耐腐蚀性、抗颠簸性能有着极高要求,昶艾五金的钣金机箱凭借优异的适配性,在船舶领域占据了一席之地。公司针对船舶航行过程中面临的海水腐蚀、船体颠簸等问题,对钣金机箱进行了专项改进。采用耐腐蚀性能极强的铝合金材料,并对机箱表面进行特殊的防腐处理,有效抵御海水的侵蚀;在结构设计上增加加固措施,提升机箱的抗颠簸能力,确保安装在机箱内的船舶仪器能够在长时间的航行过程中保持稳定运行,为船舶的导航、通信等关键系统提供可靠保障,保障船舶的航行安全。昶艾五金的广东钣金机箱,广泛应用于医疗、电力等多领域。

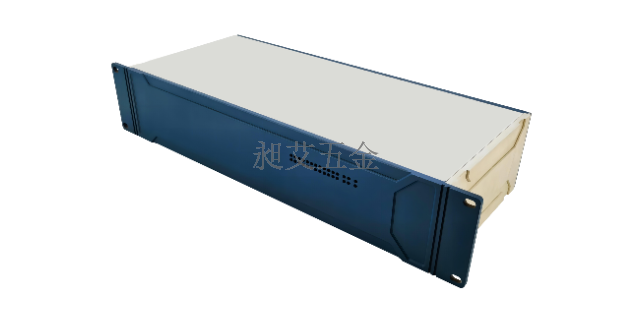
在交通、航空航天等领域,钣金机箱需具备良好的抗震性能,以应对运输、使用过程中的振动冲击。抗震设计中,首先在机箱底部安装减震脚垫,采用丁腈橡胶材质,可有效吸收垂直方向的振动能量,减震效率达 80% 以上。对于内部精密元件,通过定制化减震支架固定,支架与箱体之间采用弹簧、橡胶垫组合的减震结构,可缓冲水平、垂直方向的振动冲击,例如在车载设备机箱中,此类减震结构能确保设备在车辆行驶颠簸时正常运行。在运输保护方面,针对大型钣金机箱,采用木质包装箱配合珍珠棉、气泡膜多层防护,包装箱内部根据机箱形状定制卡槽,固定机箱位置,避免运输过程中发生位移、碰撞。同时,在包装箱外部粘贴易碎、防潮标识,提醒物流人员规范操作,确保产品安全送达客户现场。聚焦自动化、新能源等领域设备需求,昶艾五金提供从结构设计到生产的钣金机箱一站式定制加工服务。CNC加工钣金机箱排名
秉持诚信共赢理念,昶艾五金用精良加工技术为航空航天等领域打造高适配性的钣金机箱产品。钣金钣金机箱定制
钣金机箱的加工精度直接影响设备安装与使用稳定性,通过 “冲压 - 折弯 - 焊接” 三步工艺实现,每个环节都有严格标准:1. 冲压工艺(打孔、切边):采用数控冲床(精度 ±0.1mm)对钣金板材(厚度 1-5mm,根据负载需求选择)进行加工,完成打孔(如螺丝孔、接口孔、散热孔)、切边(裁剪出箱体主体轮廓)。关键要求:① 孔位精度:螺丝孔间距误差≤0.2mm(确保内部元件可顺利安装);② 散热孔设计:孔径 3-5mm,孔间距 10-15mm,确保散热面积达标(如 1kW 功率设备需散热面积≥100cm²);③ 避免毛刺:冲压后需通过去毛刺机(或手工打磨)处理边缘,毛刺高度≤0.05mm,防止划伤操作人员或线缆。2. 折弯工艺(成型):采用数控折弯机(精度 ±0.5°)将冲压后的板材折弯成箱体结构(如长方体、带斜面的异形结构)。关键要求:① 折弯角度:90° 折弯的角度误差≤0.5°,确保箱体各面贴合紧密(缝隙≤0.2mm);② 折弯半径:根据板材厚度确定(如 2mm 厚钢板,折弯半径≥2mm),避免板材断裂;③ 加强筋设计:在箱体侧面、顶部折弯时增加加强筋(高度 5-10mm,厚度与板材一致),提升箱体抗变形能力(加强筋可使箱体抗压强度提升 30%)。钣金钣金机箱定制