不管是手工操作还是机器加工–越来越多的钣金加工企业开始将倒圆角处理整合到零部件加工工艺链当中。对零部件毛边进行倒圆角处理不**是为了预防工伤事故,经过精确倒圆角加工后的零件也是保证其后续加工顺畅进行的前提条件。(为去毛刺加工降低工时和资源)如果去毛刺工序需要整合到您的生产流程当中,您还需要考虑如何优化倒圆角加工前后的物流程序。例如合理安排材料流、机械手、联机性操作或零件旋转输送等工序。如何节省工时和资源也是您同时需要考量的因素,特别是如何减轻操作工人的劳动强度:即使提举和翻转不足25公斤重的零件也需要消耗相当的体力。此外,人工去毛刺还会使工人的手长时间处于震动状态,会对其身体健康产生不良影响。自动铣边机COTR-501使用INSERT TIP,可轻易替换刀刃 -保证作业者人身安全。黑龙江气动式自动铣边倒角机联系方式
铣边坡口机,配置质量镀钛铣刀片,针对不锈钢铣切尤其出色。另外碳钢、合金钢、硬质塑料的加工能使刀片更加耐用。坡口光洁度高。其特点:1.进给扭力再次得到提升,加工性能更加平稳。坡口光洁度轻松达到Ra3.2~6.3。2.设备加工的坡口角度在20°~70°之间可以任意调节。3.操作简单,简单易学,普通工人即可一人操作多台设备同时进行。4.单次比较大坡面宽度10mm,多次可达18mm.5.铣削式的冷加工方式,加工出来的坡口面无氧化,不锈钢坡口不需要酸洗即可进行焊接。6.针对中小板材均可以加工,刀盘装5片刀片,每组可以加工800~1200m,耗材非常低廉。内蒙古库存倒角机出厂价GCR-70PCL使用轻量化气缸,产品超轻量化。
铣边机具有体积小、重量轻、方便移动、操作简单等特点,适合小型工厂使用。加工速度和铣床相比并不逊色,此外该型号的铣边机配备了常用的数控刀片,让客户使用成本低廉。特点:1.坡口角度范围调节大,在20至60度范围内任意调节;2.减速机后置有利于加工窄板,且安全;3.独特的控制箱与电气箱分离式设计,让操作安全;4.采用密齿铣刀盘铣削坡口,单刀片切削更轻快;5.加工坡口表面光洁度达到Ra3.2-6.3,完全满足压力容器焊接要求;6.体积小、重量轻是一款便捷式自动行走铣边机,亦是一款便捷式的坡口机;7.冷切削坡口作业、坡口表面无氧化层。
2、灵活调整铣边机在特定情况下,可以灵活地调整铣边机,以适应不同的情况。如钢板工作宽度偏差为1-3mm时,一般不会影响成型质量;钢板边缘偏离递送线1-3mm时也基本能受控制。因此,当钢板无法控制将要脱铣时,可以通过微调床头箱来控制。再有一种情况是:如果部分钢卷宽度超标不大,可通过微调铣边机的工作宽度来减少刀片铣削量,延长其使用寿命。3、规范使用及刀片更换铣边机必须定期润滑、保养,以保证设备的完好及稳定性。必须选用耐磨、散热性能较好的涂层刀片,并及时、定期更换。需要注意:铣刀盘追求整体效果,如果只更换部分刀片,会引起“金属线”缺陷,也会增加其他刀片的工作强度,因此,换刀时必须全部更换。GCR-70PCL使用气动驱动,保证作业者安全。

铣边机是采用刀盘高速铣削的工作原理,专门为钢板焊接前为钢板开焊缝坡口的一种焊接辅助设备,主要分为自动行走式钢板铣边机、大型铣边机以及数控钢板铣边机等几种。广泛应用于锅炉、压力容器制造行业、造船、电力、石油、化工机械、工程机械制造,可加工各类中低碳钢板、不锈钢板及铝板在焊接前的斜边、直边、U型坡口等。自动行走铣边机为小型易操作设备,利用铣削原理和自动行走功能,可以对厚度在6-60mm、长度和宽度不限的钢板进行铣削坡口作业,坡口角度在10-60度范围,行走速度在200-1000毫米/分钟。江苏荣协气动式自动铣边机怎么样?黑龙江气动式自动铣边倒角机联系方式
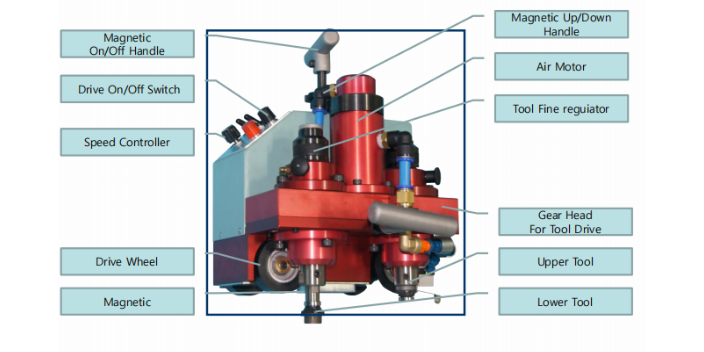
COTR-501气动式自动铣边机根据造船海工的PSPC规定,可加工断面2R3C。黑龙江气动式自动铣边倒角机联系方式
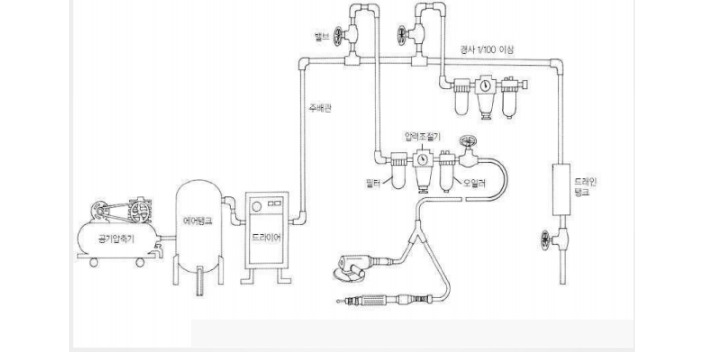
在安装切割刀片时,请务必按照切割刀片背面的身高位置,达到滚动刀片的安装面。检查螺丝钉或导向轮是否有破损,变形和磨损,如果有异常,请立即停止使用。请避免本产品启动时供应的空气压强超过0.6MPA(6kgf/厘米)。请不要重复紧急启动,停止。启动时请将轴旋转1-2次后使用。修理后再利用该产品,在安装切口前应确保其无负荷电量,确保在0.6MPA(6kgf/厘米)内旋转不超过旋转次数。在使用过程中,对产品也应至少每项操作进行一次确认。黑龙江气动式自动铣边倒角机联系方式