焊接小车在焊接使用前要架设相应轨道且轨道应满足下列条件:1装拆方便、易于定位;2结构合理、重量较轻;3有一定的强度和硬度,耐磨、耐腐蚀。轨道分为柔性轨道和刚性轨道两种。所谓刚性轨道就是指轨道的本体刚度较大、不易变形,而柔性轨道则是相对刚性轨道而言。两种类型的轨道各自有各自的特点。刚性轨道定位准确、装卡后变形小,可以确保焊接小车行走平稳,焊接时焊枪径向调整较小,但重量较大、装拆不方便。而柔性轨道装拆方便、重量较轻,精度没有刚性轨道高。自动焊接小车厂家哪家好?江苏荣协告诉您!安徽常规自动焊接小车

多功能焊接小车效益:有形效益:(1)以1.2m长度25mm厚度对接焊缝为例,H焊接小车*用了45min完成了立焊,而手工焊过程加焊后修补打磨,通常花费时间不低于2.5h,效率高达三倍,也就是说,同样一条焊缝工时节省了三分之二。以全船立对接缝2000m算,工时节省约60万。(2)全船横焊对接缝至少2000m,节约工时费用60万。(3)全船立角焊缝至少5万m,节约工时费用12万。以上三项累计,一条船至少节约工时费用132万。无形效益:(1)焊接质量有保证,节省了焊后修补、打磨的时间。(2)提高了船东、船检对于船体建造的满意度,使得分段、船体可以顺利报验。(3)一车多用,减少了购买其他设备的费用。云南定制自动焊接小车厂家现货自动角焊小车哪里有卖?

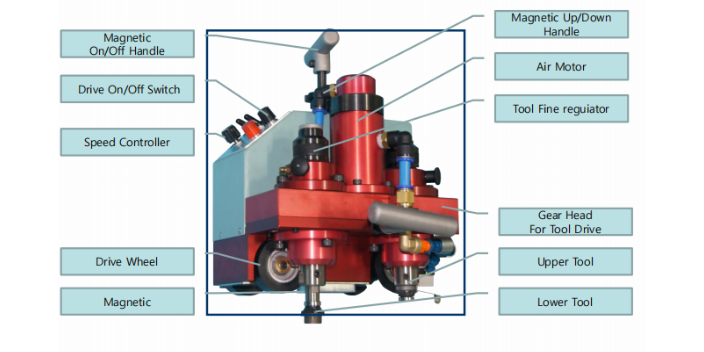
江苏荣协自动化科技有限公司其自动焊接小车安装:(1)工具准备--必要进行焊接的工具是焊接电源和送丝机装置;--必要的行走及控制用焊接电源;--必要焊接用CO2气罐;--必要CO2自动焊接用直焊枪;--必要的其它作业的基本工具;(2)方式(如下图所示)--送丝盘上安装焊丝并拉到焊枪端部--焊枪端口连接在送丝机上--从焊枪出来的焊枪插头连接在小车的控制盒的2P端口--锂电池插头、摆动器插头、送丝信号插头分别连接控制盒相对应的插口
焊接设备逐渐实现自动化和机械化在进行焊接的时候,焊接设备更换速度极快,慢慢将原来的旋转式直流弧焊接淘汰掉了,CO2气体保护焊接逐渐的得到了广泛应用。现阶段,国内各大船厂的应用SCRCO2气体保护焊,不断改进焊接技术,逐渐提高了逆变CO2气体保护焊的应用程序。大力推广和应用CO2,可以使焊接耗材减少,确保焊工数量以及成本焊接工艺的降低,促进焊接效率的提高,其意义极为重大[2]。(四)不断优化焊接方法不断更新的焊接工艺、焊接材料、焊接设备,促进了航姐方法的大力发展。当前自动或半自动CO2气体保护角焊的方法使焊接效率显著提高,为船舶工业的发展奠定了坚实基础。全位置自动焊接小车的制作。

2、适用工件及形状适用于:平对接焊、平角焊、横焊、立焊、立角焊、3D曲面对接焊等;3、构成说明:本体:驱动部分,24V-4AH锂电池组,控制箱,X-Y滑块,***夹,导向轮,摆动器,等附件组成1)24V-4AH锂电池组:给小车提供电源,减少小车对外界电源的依赖。2)控制箱:可以调节小车的所有动作,详细内容参考“控制面板说明”3)X-Y滑块:是调节焊枪位置的装置,焊接当中可以进行上下左右的微调4)焊枪夹:是固定焊枪的装置,维修及调整时方便于焊枪的拆卸5)导向轮:沿着母材面滚动,引导准确焊接部位的装置6)摆动器:带动焊枪进行垂直于焊缝方向的摆动,通过电气旋钮调节摆动角度大小,满足宽焊缝及溶池搅动需要。7)手柄:方便于安装小车和移动轨道摆动焊接小车哪里有卖?江西购买自动焊接小车是什么
全位置自动焊接小车哪里有卖?安徽常规自动焊接小车
在汽车制造领域当中,焊接技术的应用非常***,具体可以将其分为五种类型:***,电阻焊,其主要是以点焊、多点焊、缝焊以及凸焊为主,在车门、底板、油箱、前桥、车身总成以及发动机盖等部分的焊接中较为常用;第二,电弧焊,这种焊接技术涉及到焊条电弧焊、埋弧焊、氩弧焊以及CO2保护焊等,在后桥、传动轴、横梁、车厢、机油盘、厚板零部件以及铝合金零部件的焊接中较为常用;第三,特种焊,包括电子束焊、激光焊以及摩擦焊,主要在后桥、齿轮、转向杆、车身底板等部分的焊接中应用;第四,钎焊,在硬质合金工件、钢件、铜件以及散热器焊接中较为适用;第五氧乙烷焊,主要在车身补焊中应用。这几种焊接技术当中,目前应用**为***的包括点焊、CO2保护焊以及钎焊,而随着汽车制造行业的飞速发展,还需要对焊接技术的焊接精度以及焊接质量进行不断的提升,如此才能满足现代汽车制造的相关需求。安徽常规自动焊接小车